


不要犹豫,点击播放我们的镀锌钢管Q235B镀锌槽钢支持定制贴心售后产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:镀锌钢管Q235B镀锌槽钢支持定制贴心售后的图文介绍

2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1镀锌钢管、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。镀锌钢管5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、镀锌钢管管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,镀锌钢管润滑剂不得采用油润滑剂。焊接式连接1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。2、镀锌钢管管口对接后出现两支管口对接不严现象镀锌钢管,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。3、镀锌钢管管口对接后,管口部位出现砂眼:4、镀锌钢管焊接时由于技术原因造成。5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。车丝式连接1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,镀锌钢管重新车丝安装。2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。3、镀锌钢管钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求。


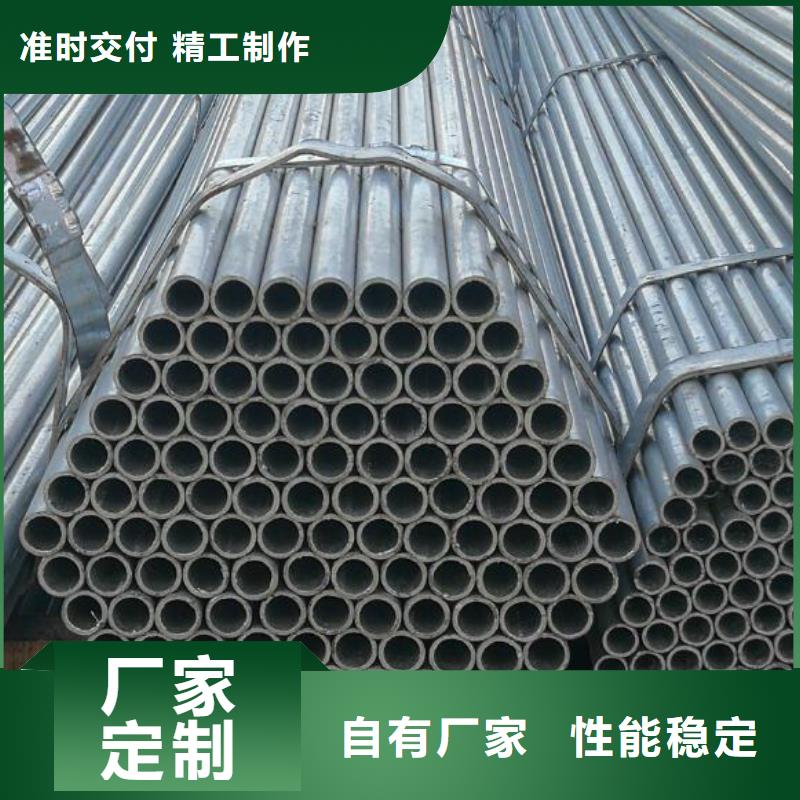
长期以来,热浸镀锌工艺因其低廉的施镀成本,优良的保护特性和漂亮的外观而备受人们的青睐,广泛应用于汽车、建筑、镀锌钢管家电、化工、机械、石油、冶金、轻工、交通、电力、航空和海洋工程等领域。镀锌钢管热浸镀锌(hot dipped galvanizing)的原理,简单的说即是将已清洗洁净的铁件,经由助镀剂的润湿作用,浸入锌浴中,使钢铁与熔融锌反应生成一合金化的皮膜。镀锌钢管良好的热浸镀锌作业,应是各流程均在严格的管制下,彻底发挥该流程的功能。镀锌钢管且若前程的操作不善,会造成后续流程的连锁不良反应,而大量增加作业成本或造成不良热浸镀锌产品。若前处理不良,则熔锌无法与钢铁正常完全反应,形成完美的镀锌皮膜组织镀锌钢管。若后处理不良,则破坏镀锌皮膜外观,降低商品价值等。1.整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上镀锌钢管。



福日达金属材料(台州市分公司)主要生产:【不锈钢棒】 等等。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺产品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念使牧阳赢得了用户的长期认可和良好的社会信誉。


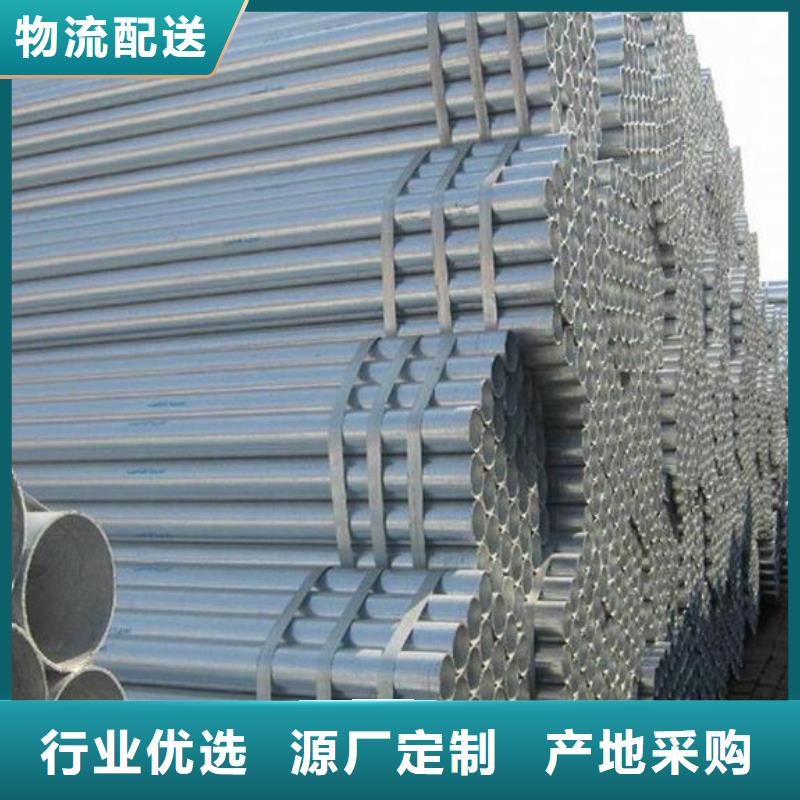
螺旋焊管强度一般比直缝焊管高镀锌钢管,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此镀锌钢管,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。a、螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制镀锌钢管,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材b、螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造镀锌钢管。按用途分类按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管镀锌钢管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。一般焊管一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。



