

想要直观了解螺旋管镀锌型材使用方法产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:螺旋管镀锌型材使用方法的图文介绍

a)单坡形式 b)双坡形式 4)螺栓布置方式,经有限元对比分析,螺栓布置尽量选用“小规格、多数量”的方式,这样布置紧凑、受力更为合理。此外,螺栓间距在满足施工安装要求的前提下尽量紧凑布置,以减小法兰尺寸,使受力更趋合理 5)螺栓定位圆。螺栓定位圆直径与多个参数均有关系,如螺栓规格及数量、法兰颈部坡度、螺栓间距等。 “互联网钢铁”必将对螺旋管厂家战略选择产生不可抗拒的影响 目前,钢铁企业、钢铁贸易企业和第三方搭建的钢铁电商平台 总数已经接近300家。在钢铁行业由卖方市场转向买方市场的大环境下,钢铁电商平台借助“钢铁+互联网”,极大地了交易效率,了信息不对称,降低了物流成本,提供了供应链金融解决方案,积累着越来越多的大数据信息。传统钢贸商赚取利润的主要方式是“吃差价”,在钢铁电商平台出现之后,高囤货、赌行情、赚差价的盈利模式已经难以奏效。钢铁电商平台因为报价透明、成交透明,终端客户可以在平台上找到价格更便宜、成交更方便的优质资源,打破了传统钢铁贸易企业利用信息不对称“吃差价”的流通格局。“互联网+”战略的提出和“十三五”规划提到的“拓展网络经济空间,推进供应链、物流链创新”,为钢铁电商发展提供了良好的政策环境。相关机构分 析指出,钢铁行业将进入供应链优化期,由于终端用钢企业的多元化需求,钢贸商在整个供应链环节中将占据不可或缺的地位。

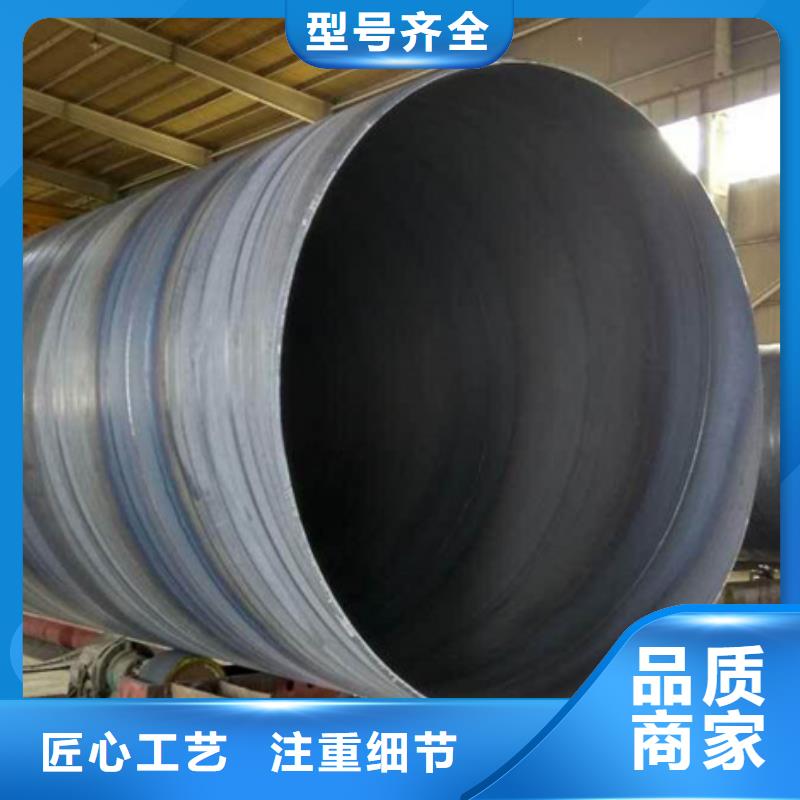
16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,带颈对焊法兰颈部坡度取10


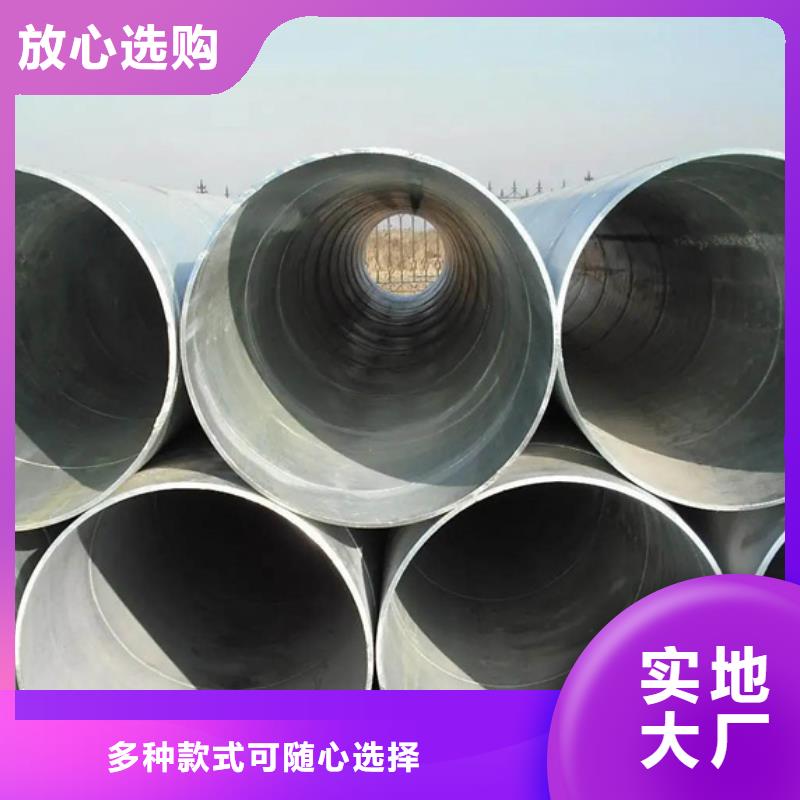
1、防腐螺旋管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀; 2、防腐螺旋管禁止在防腐钢管垛位四周存放对钢材有侵蚀作用的物品; 3、防腐螺旋管垛底应垫高、坚固、平整,防止材料受潮或变形; 4、防腐螺旋管同种材料按入库先后分别堆码; 5、防腐螺旋管露天堆放的防腐钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形; 6、防腐螺旋管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m; 7、防腐螺旋管垛与垛之间应留有一定的通道,检查道一般为O.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.Om; 8、防腐螺旋管露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈; 9、防腐螺旋管垛底垫高,若仓库为向阳的水泥地面,垫高O.1m即可;若为泥地,须垫高O.2~0.5m。若为露天场地,水泥地面垫高O·3~O·5m,沙泥面垫高0.5~O.7m。



苏沪金属制品(保定市分公司)目前已经拥有专业的设计团队,致力于将 09CuPCrNiA角钢向新型化,推进的同时,增加 09CuPCrNiA角钢的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。


