


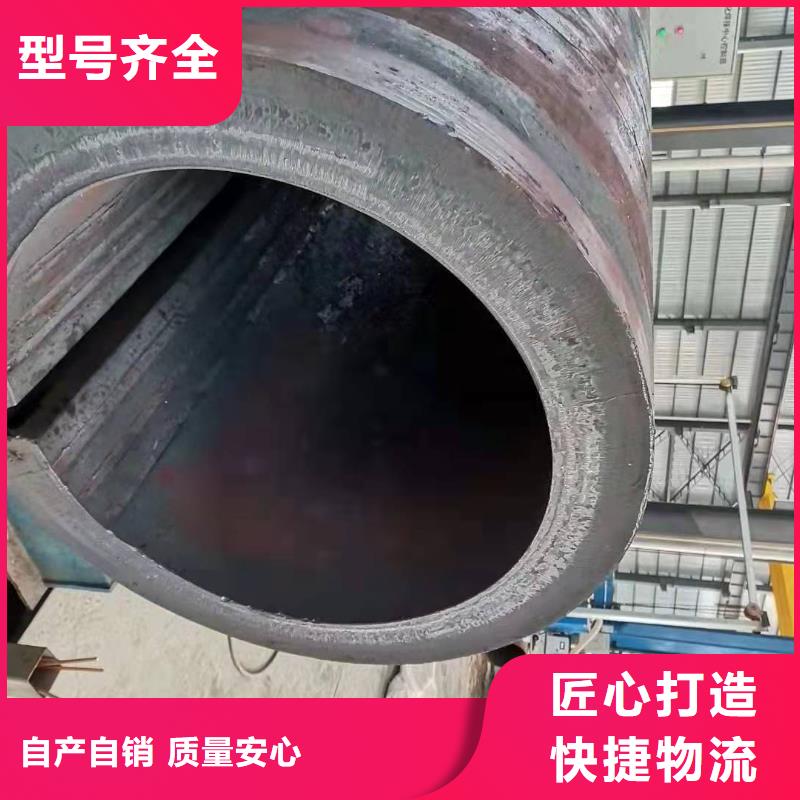




钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应清除边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。
钢板卷管钢板卷筒壳电机关注作品图片附件预览71卷筒壳电机71卷筒壳电机分解图71卷筒壳电机装配体71卷筒壳电机四视图ID文件名称文件格式文件大小(KB)操作正在加载...请等待或重新刷新本页面!图纸简介该电机为71机座号立式大法兰安装方式电机,出轴配皮带专用,该图纸按现有生产产品比例建模,可下载后直接使用或修改后使用,全文件为原生SW2017版本含参数可编辑。发布作者:图纸格式:sldasm、sldprt图纸版本:Solidworks2017文件大小:10.99MB所需积分:20沐风币可否编辑:可进行编辑,含参数下载地址(所需金额:20沐风币)立即下载(10.99MB)已有人关注
钢板卷管这类缺陷防止的措施有:不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝必须除锈后才能使用。所用焊接材料应按规定温度烘干,坡口及其两侧清理干净,并要选用合适的焊接电流、电弧电压和焊接速度等 卷筒可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件。该类合金的合金元素含量一般多于相应的变形铝合金的含量。铸造铝合金除含有强化元素之外,还必须含有足够量的共晶型元素﹙通常是硅﹚,以使合金有相当的流动性,易与填充铸造时铸件的收缩缝。?
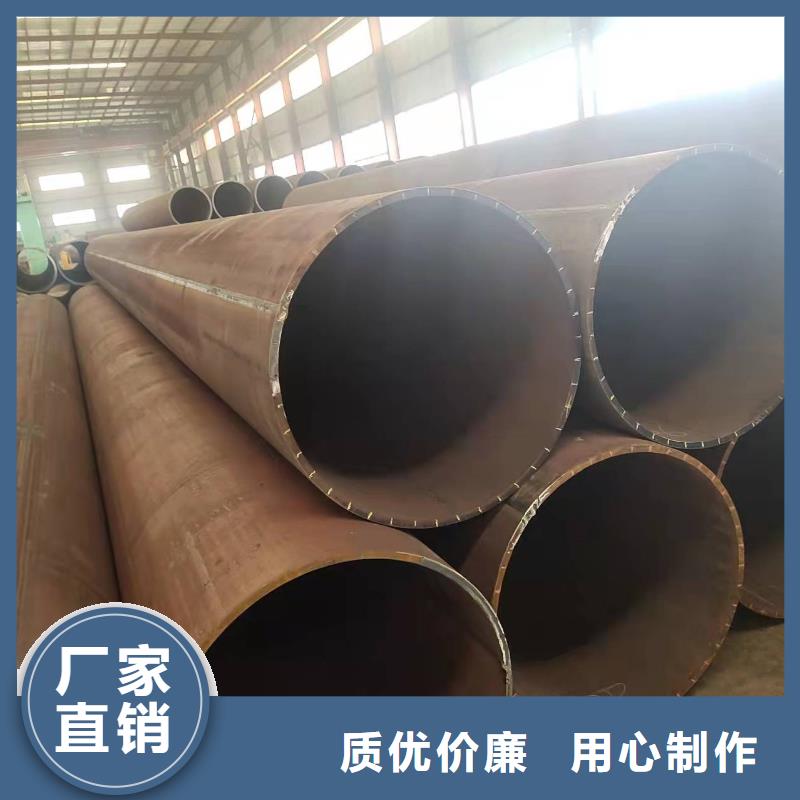
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。
