

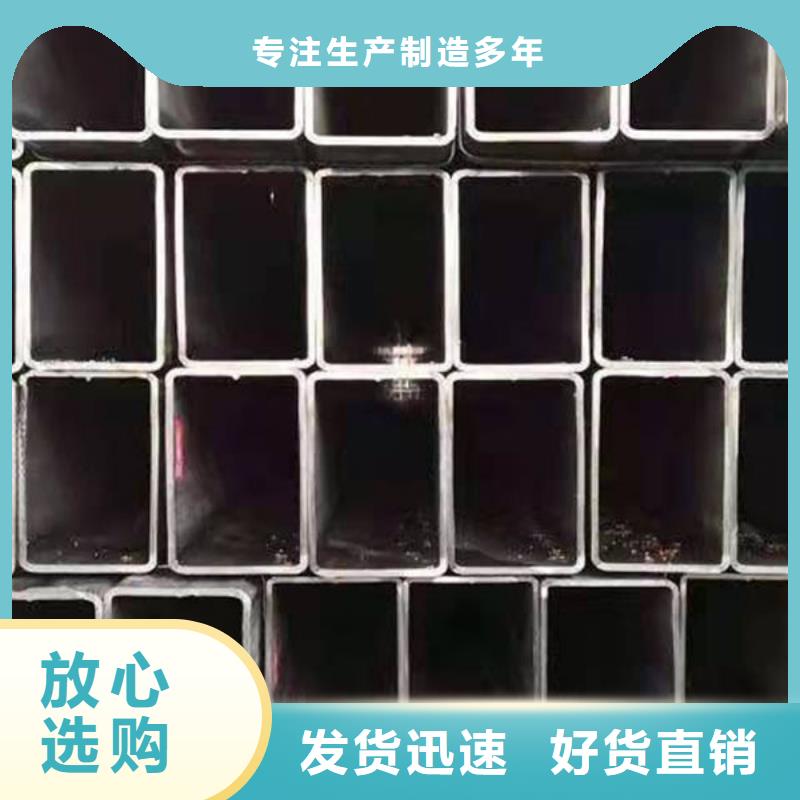



双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管钢材则大多采用螺旋焊。大口径螺旋钢管厂家,螺旋钢管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
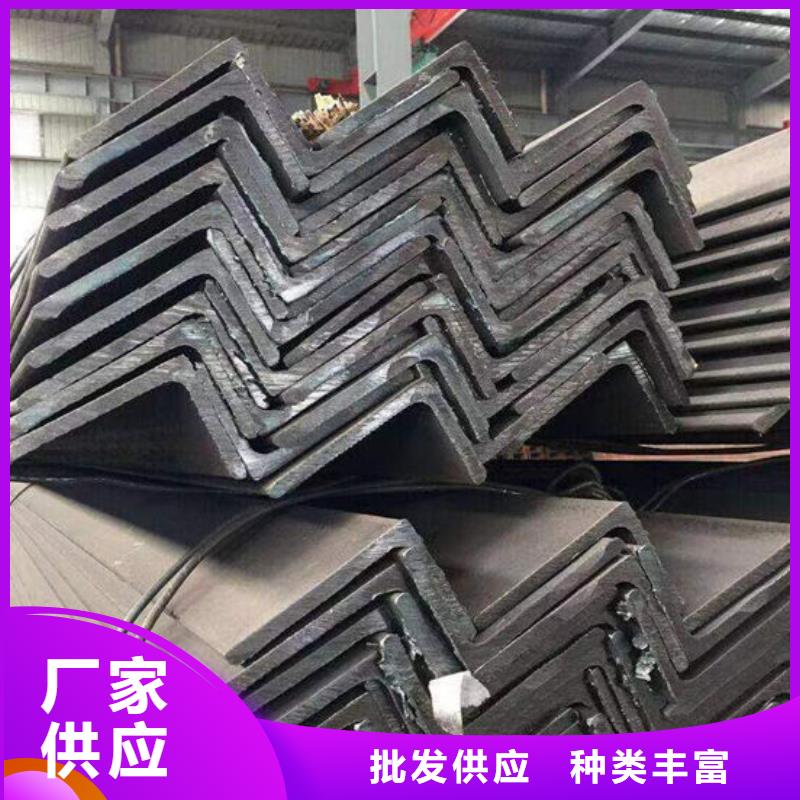
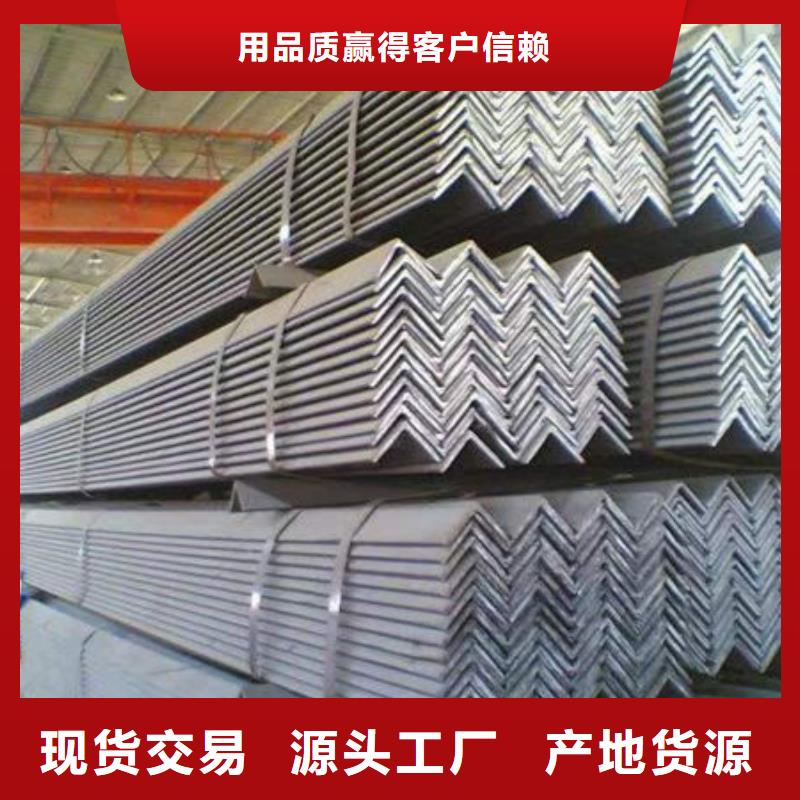
H型钢材属于经济裁面型钢材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字钢的是H型钢的翼缘进行了加宽,而且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理,型号齐全,便于设计选用。在结构设计中选用工字钢材应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
采用H型钢可以有效保护环境,具体表现在三个方面:一是和混凝土相比,可采用干式施工,产生的噪音小,粉尘少;二是由于自重减轻,基础施工取土量少,对土地资源破坏小,此外大量减少混凝土用量,减少开山挖石量,有利于生态环境的保护;三是建筑结构使用寿命到期后,结构拆除后,产生的固体垃圾量小,废钢资源回收价值高。以热轧H型钢为主的钢材结构工业化制作程度高,便于机械制造,集约化生产,精度高,安装方便,质量易于保证,可以建成真正的房屋制作工厂、桥梁制作工厂、工业厂房制作工厂等。发展钢结构,创造和带动了数以百计的新兴产业发展。
