
我们为您呈现的无缝钢管-无缝钢管口碑好产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:无缝钢管-无缝钢管口碑好的图文介绍
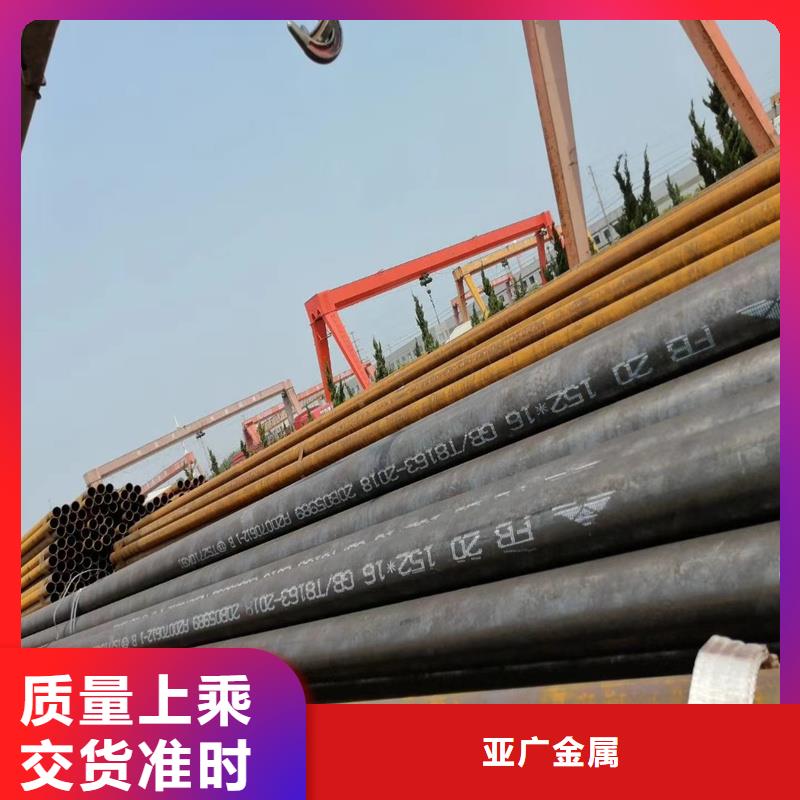
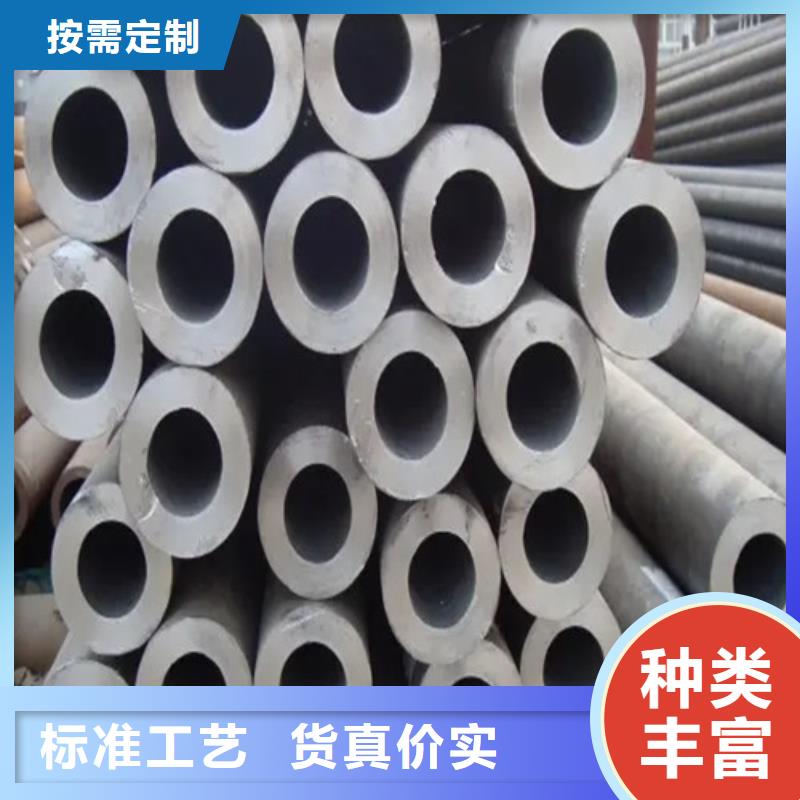
精密钢管
亚广金属(肇庆市分公司)
品质优选 品质保障 售后无忧


精密钢管的详细介绍
价格实在 核心技术

亚广金属(肇庆市分公司)成立多年,集【精密钢管】研发、生产、销售和服务于一体的实业型企业,公司主要研制【精密钢管】并可根据客户图纸或要求研制各种非标【精密钢管】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【精密钢管】产品和服务誉满全球!



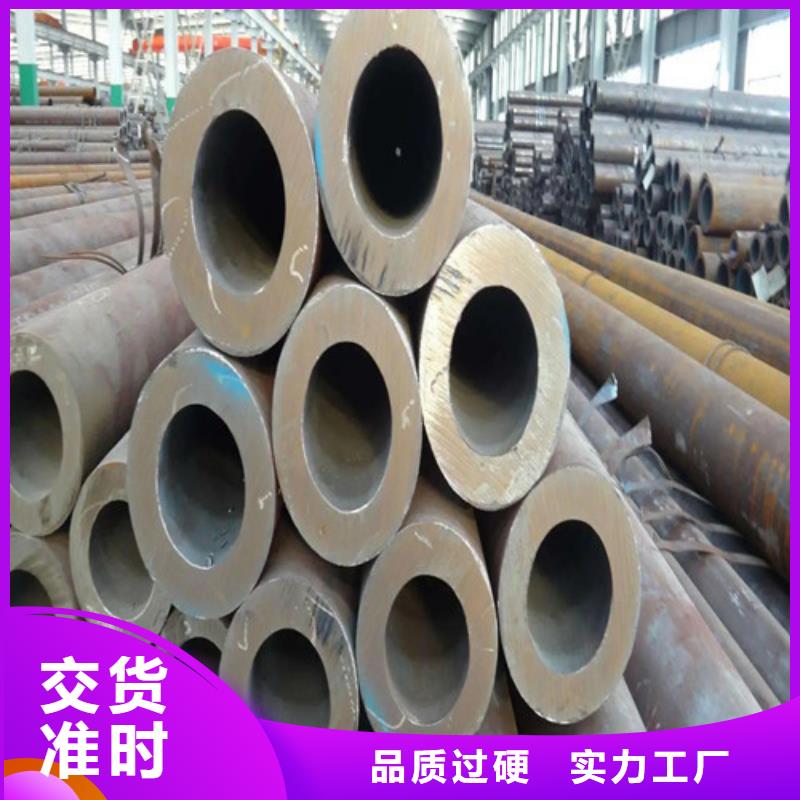
无缝钢管常常要承受高溫和髙压标准,而且在高溫排烟道气和水蒸汽的功效下,管很有可能会空气氧化和浸蚀。无缝钢管的储放要考虑到许多不一样的外界要素。 ,大家应当考虑到挑选一个整洁易排水管道的库房,那样能够维持无缝管的干躁。此外,无缝钢管库房不可与别的黏附性原材料堆积在一起,专用型库房应专用型,除此之外,不一样类型的原材料应分离堆积,避免 搞混和互相浸蚀。
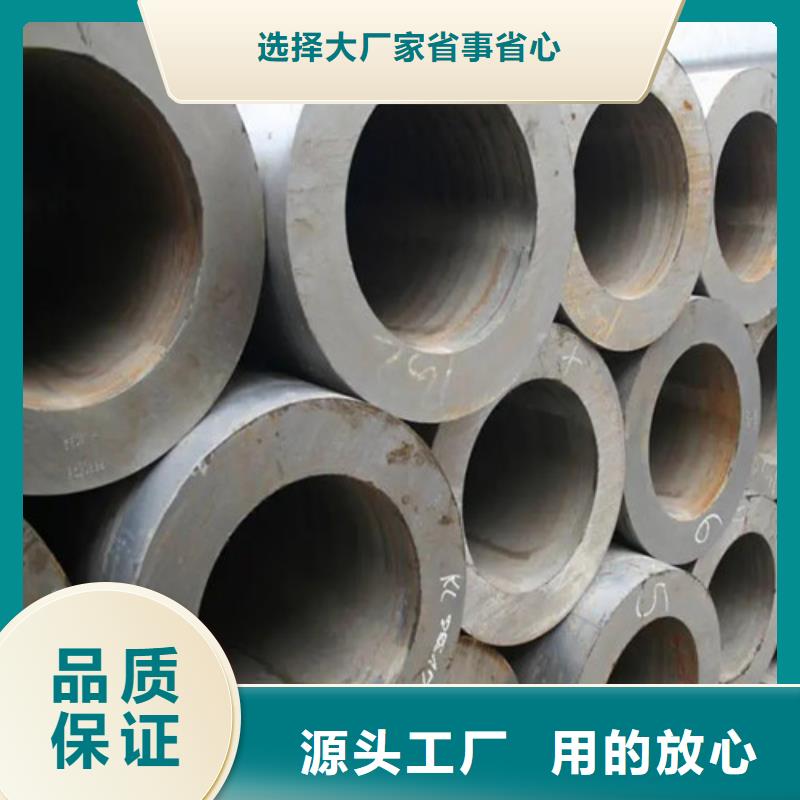
终,无缝钢管进库后应由专职人员定期检验。检测新项目包含:库房防潮、附近自然通风、附近无缝管表层。定期维护隐患。对无缝管开展磁粉探伤检测或渗入检测,能够合理地发觉裂痕、附近皱褶、附近两层皮、附近发纹、附近针眼等表层缺点。针对铁磁质,因为其检测敏感度高,应优选磁粉探伤检测方式;针对非铁磁质。
无缝钢管应选用渗入检测方式,假如顶端有潜在性的裂痕趋向,安裝全过程中的焊接热电效应也很有可能造成潜在性的裂痕拓展。因而,无缝钢管还应留意对焊接后一定总面积的无缝管开展检测,及时处理无缝钢管顶端澎涨缺点。