


深入了解耐磨钢板NM400耐磨板源头厂源头货产品,一部视频就够了,快来观看!
以下是:耐磨钢板NM400耐磨板源头厂源头货的图文介绍
几年来【多麦金属】高锰耐磨耐候钢板生产厂家(舟山市分公司)通过全体员工的共同努力,兄弟单位的友好协作,且准确的把握了 35#钢板市场信息和机遇,拥有稳定的客户群,公司以较高的速度不断发展完善。看未来,我们会在全国经济快速发展的同时,以优异 35#钢板产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。


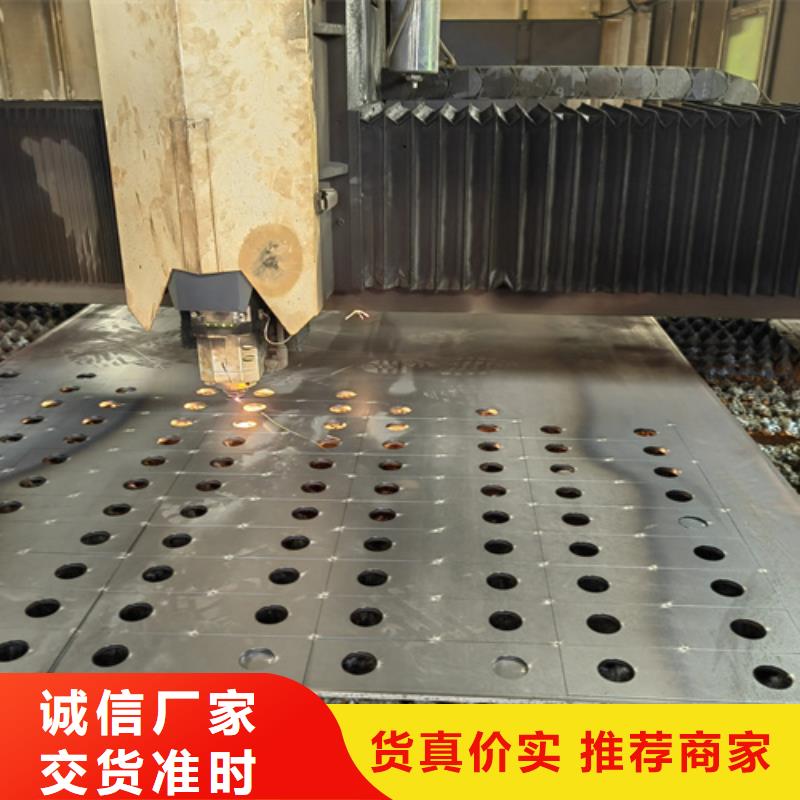
选煤厂常用的工艺有跳汰、重介旋流器、重介浅槽、动筛跳汰、浮选等。利用机械加工方法或化学处理方法,原煤中的有害杂质,回收伴生矿物,改善煤的质量,为不同用户提供质量合适的煤炭产品及伴生矿物产品。洗煤厂主要输送介质为煤炭渣,水煤浆,滤渣等国体或者固液混合的双介质,这使得易磨损部件磨损加重,更换次数频繁,给洗煤厂生产及维修工作带来诸多不便,增加了预算成本。耐磨钢板具有较高的硬度和优良的耐磨性能,特别适用于磨损较为严重的工况条件(各种异型设备和管道做防磨内衬)。经过堆焊合金工艺和机械连接等方式生产的耐磨衬板,可以使洗煤厂易磨损部件使用寿命提高几倍甚至几十倍。耐磨复合钢板的成功应用给企业带来的明显的经济效益和社会效益,因此具有广阔的发展前景。



耐磨钢板磨损率计算方法有许多种,在不同的环境和要求下,会使用不同的方法,以计算更加精准的磨损率,下面就来看一下三种常见的耐磨钢板磨损率计算方法。耐磨钢板的磨损率计算方法一:以单位时间内单位载荷下材料的磨损量表示,即磨损率I=dV /(dt× dF)其中:V为磨损量,t为时间。磨损率" 在学术文献中的解释 :被磨试样的体积与磨擦功的比值,即单位摩擦功所磨试样的体积。GB5763一89中有体积磨损率的公式。相对磨损率:试验材料磨损率与在相同条件下的标准材料磨损率之比。耐磨钢板的磨损率计算方法二:单位长度内单位载荷下所磨损的体积。磨损率 δ=V/∑W=HA/∑W其中:δ--磨损率,单位为:立方厘米/(N.m)V--试件磨损体积,单位为 :立方厘米H--试样线性总磨损量,单位为:厘米A--试样表观面积,单位为:平方厘米∑W--累计摩擦功,单位为 :N.m耐磨钢板的磨损率计算方法三:钢材常用磨损率计算公式磨损率A=△w (p ?S ?P)其中:△w:为摩擦前后的质量差;p为钢的密度; S:为摩擦路程; P:为所加载荷。以上三种耐磨钢板磨损率计算方法是较为常见的。



结果表明耐磨钢板传统处理工艺的晶粒尺寸为30μm,超塑性预处理的晶粒尺寸为11μm。经超塑性预处理后耐磨钢板在保持较高塑性的同时也有较高的强度,比传统处理工艺在强度上提高3.5%,塑性提高25.7%。固溶和时效时间是制约高强耐磨钢板力学性能和热处理生产效率的主要因素。本文以 耐磨钢板为例通过高温预热装炉、同城分级固溶和提高时效温度等方法研究了高强度铝合金的快速热处理工艺。并结合金相组织观察、同城断口分析、同城X射线分析和力学性能测试 ,分析了快速热处理对耐磨钢板组织和性能的影响。结果表明 :①固溶时间相同时 ,分级固溶的强度高于单级固溶的强度 ,分级固溶的塑性略低于单级固溶的塑性。②分级固溶时 ,随着二级固溶时间的增加 ,材料的强度增加 ,塑性略有降低。③采用 5 0 0℃高温预热装炉、同城470℃ 5min +4 85℃ 9min固溶和 14 0℃ 6h +15 0℃ 1h的快速热处理工艺可以明显缩短热处理时间 ,提高生产效率 5 0 %以上。 采用金相组织观察、同城力学性能测试、同城SEM断口形貌观察及TEM等手段,研究了传统处理工艺(CT)和超塑性预处理工艺(SPPT)对耐磨钢板显微组织和力学性能的影响。


