


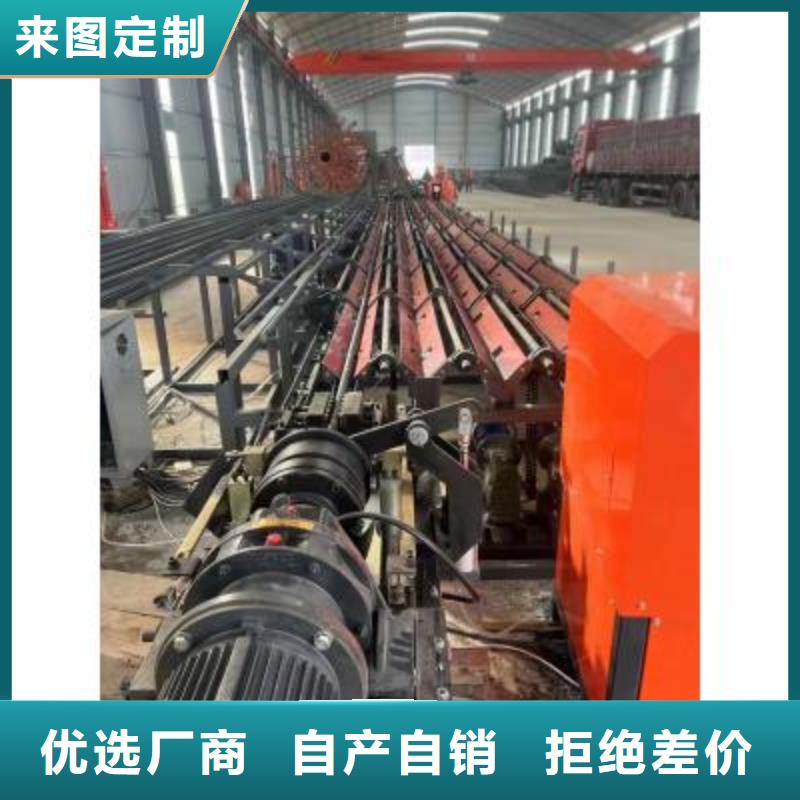



黑河数控钢筋套丝打磨生产线厂家

黑河锯切套丝生产线原料存储架采用大吨位存储,并可 与棒材自动上料机配合使用,实现上一个循环尚未结束时就可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全 部由机械完成,大幅度提 高了效率;钢筋输送滚采用V 型耐 磨辊进行,起到了耐 磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。生产线配置清单1主筋上料机构 1套 主筋承料架,可载重2吨,提高功效、减轻劳动强度2 锯切前自动输送机构 1套 主筋自动传送,链条滚轮输送3数控液压锯床 1套 采用伺服自动定尺、液压自动夹紧与送进,PLC数字控制,精度高;锯条宽度400MM,可并排一次锯切14根28MM钢筋,率。4锯切后自动输送机构 1套 主筋自动传送,链条滚轮输送5双侧自动翻料机构 1套 由多组气动支撑组成,自动翻料6滚丝成料平台 2套 可载重2吨,提高功效、减轻劳动强度7打磨成料平台 2套 可载重2吨,提高功效、减轻劳动强度8电控系统 1套

加工钢筋尺寸:16—32mm
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点
注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
