

为了给您提供更全面的批发304焊管的基地产品信息,解锁批发304焊管的基地产品新体验,视频带你玩转每个细节!
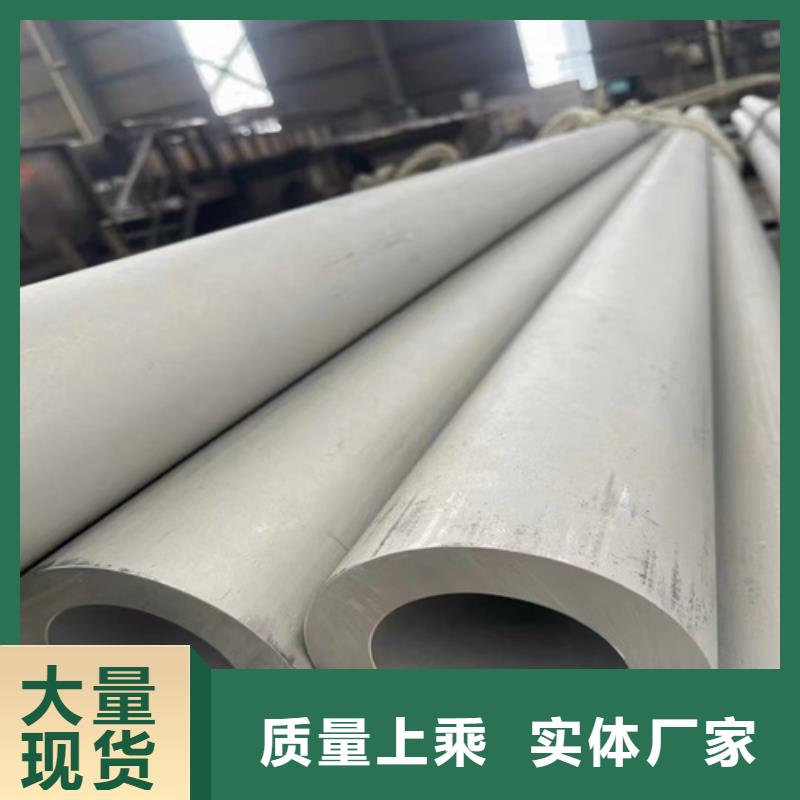
以下是:批发304焊管的基地的图文介绍


锈钢焊管的常见焊接方式有什么呢?
不锈钢焊管工艺技术——氩弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。
不锈钢管焊接速度不高是氩弧焊的不足之处,为提高焊接速度,一般采用三电j焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。



四川安达亿邦金属材料资质好,设备先进,堪称高质量的 304不锈钢焊管、304不锈钢卫生管、321不锈钢管、不锈钢316L大口径管公司,荣获四川工商管理局颁发的重合同守信用企业,为做好优良的 304不锈钢焊管、304不锈钢卫生管、321不锈钢管、不锈钢316L大口径管打下坚实的基础。


不锈钢管钢管两端应切成直角,并清除毛刺。不锈钢无缝管的制造工艺: 1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。不锈钢管钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。



adybjs

不锈钢管一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。不锈钢管穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。不锈钢管质检后,用油漆喷上编号、规格、生产批号等。
