



GB4250主要特点:
切削速度液压控制,无极调速
导向块结构科学合理,延长锯条的使用寿命
双立柱结构,操作平稳
锯切稳定,精度高
工件夹紧采用手动夹紧,操作方便
可定制三向液压加紧装置
GB4250双柱龙门卧式金属带锯床系列,主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、
锯削精度高、操作方便、生产效率高等优点
GB4220卧式金属带锯床主要特点
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
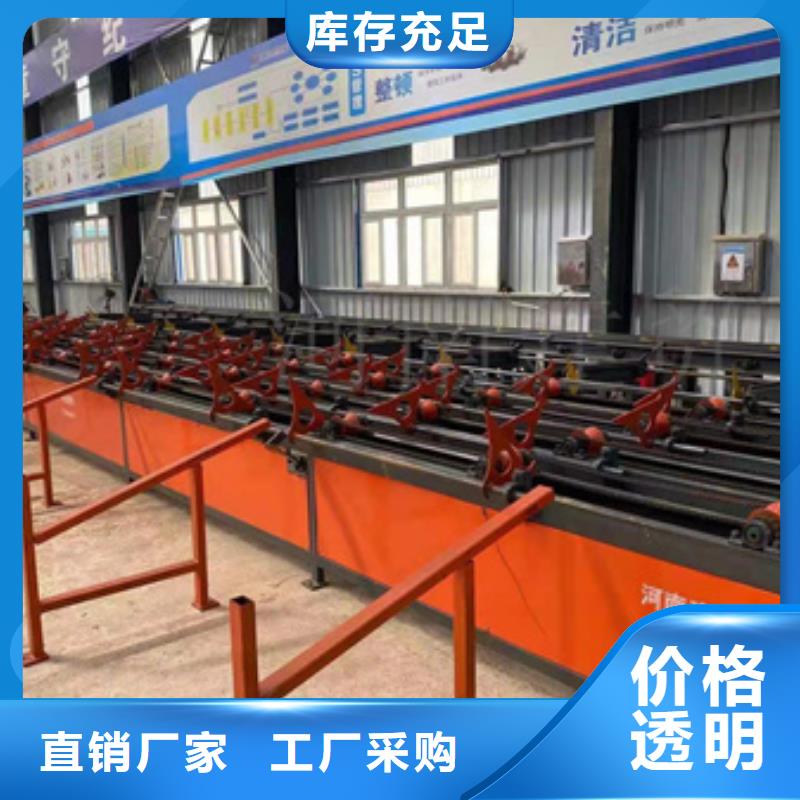
GY4260型材专用锯床:
本公司生产的金属带锯床主要用于高铁 地铁 隧道 等建筑工地的整捆钢筋锯断,锯角铁,锯槽钢,锯方管,锯圆钢,;整捆切割 ;具有下料快 无毛刺等特点,是加工开料工程的理想设备;锯床料架 4260钢筋锯床电动输送料架 电动更省力方便,电动退料,电动送料。液压加紧,液压下顶缸。
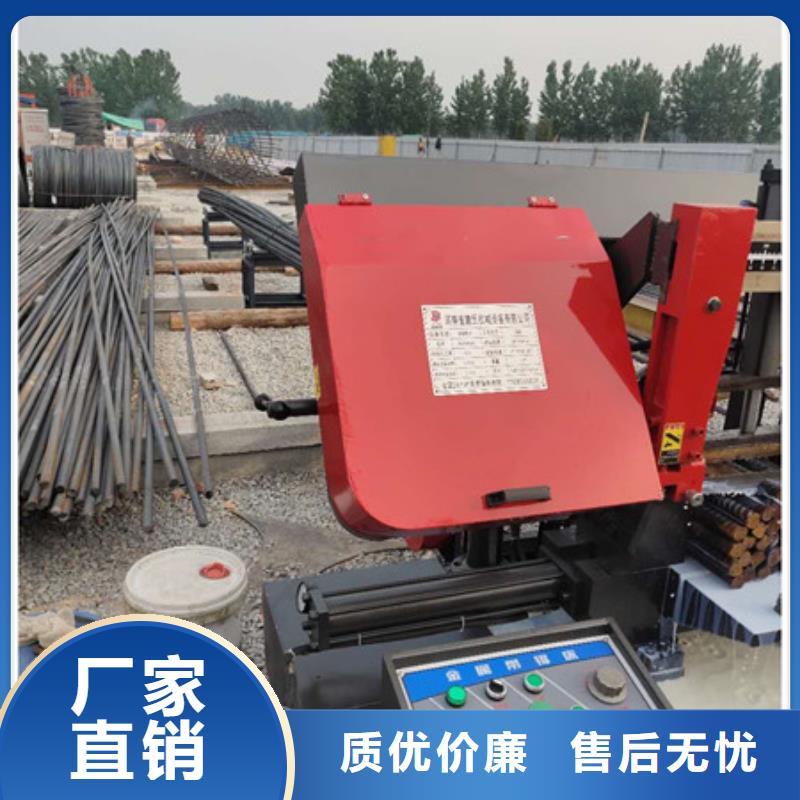
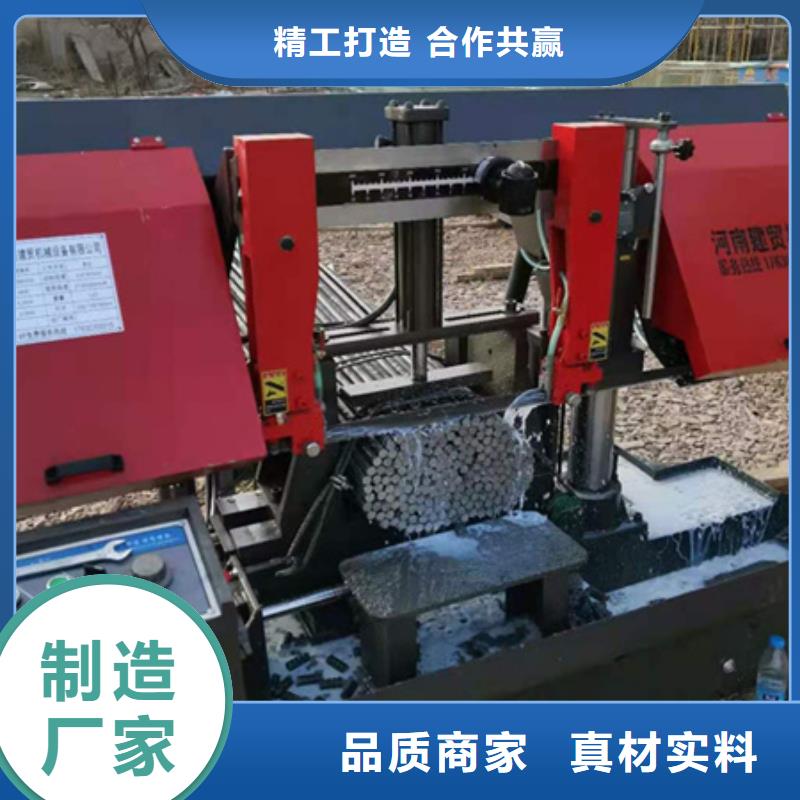
金属带锯床(英文名称Metal band sawing machine,Metal band saw machine)主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料。
GY系列金属带锯床是一种以金属锯条作为切削工具并用于切割金属材料的锯切设备主要用于黑色金属的方料。圆料及各种型材的切割亦可用于切割有色金属及非金属材料。由于带锯切口窄切削效率高因此能耗小材料浪费少。是一种具有显著节能节材效果的切割设备。双立柱带锯床主传动采用蜗轮箱变速进给采用液压传动工件夹紧采用手动和液压混合式夹紧具有结构紧凑操作维修方便等特点。
 <平顶山>建贸机械设备有限公司
锯床-平顶山生产厂家
<平顶山>建贸机械设备有限公司
锯床-平顶山生产厂家
带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
jmc。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块

锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。做到锯齿两侧向侧面凸出的分齿量相等,锋利的齿刃毛刺被自然磨除掉,已得到适合 切削的齿刃。其次带锯床进给量过大,使齿尖过早的大能量切削,锯齿负载过重被卷刃、钝化,分齿量也随之遭到损坏。在这种情况下,被钝化的锯齿,已经达不到锋利锯齿切削顺畅的能力,造成锯切时工件表面比较粗糙。
