




我们的现场实拍视频将带您走进工字钢-42crmo钢管切割好厂家有担当产品的世界,产品视频细节之美一览无余!
以下是:工字钢-42crmo钢管切割好厂家有担当的图文介绍

工字钢生产厂家埋弧焊设备,改变了传统龙门式焊接设备受空间限制的缺陷,适用于加工非标焊接T型钢各种大小截面腹板T型钢构件,使得焊接设备的适应范围更加广泛。龙门埋弧焊船形45°V字胎架:在T钢龙门埋弧焊过程中,采用V字形胎架,可轻松90°原地翻转,无需使用两个胎架对换翻身,工效大大 提高,焊接顺序的合理性得到保证,减少了构件频繁起吊次数,有效降低了不因素。宽翼缘板埋弧焊接设备:通过改造导弧机头部分,加长导电嘴来实现宽翼缘板T钢主焊缝的焊接,适应性强。因焊接产生的变形和构件截面变化的主要缺陷有:T钢翼缘板与腹板之间的角变形和构件扭曲变形。另一类是焊接产生的各种焊缝缺陷,主要有焊接气孔、咬边、裂纹、焊缝弧坑等以及焊脚尺寸不够和角焊缝表面凸度过大。


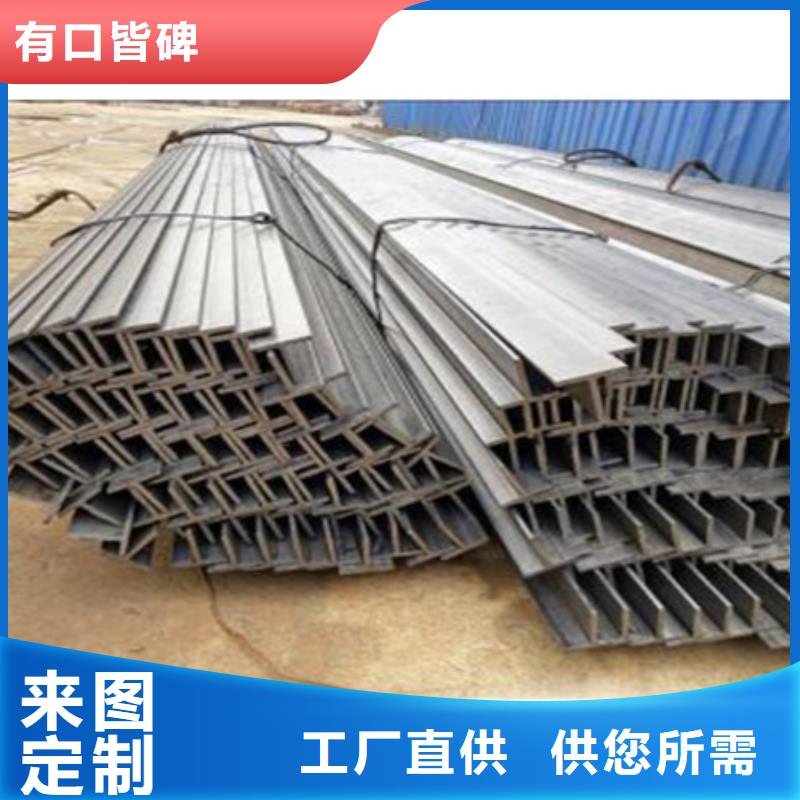
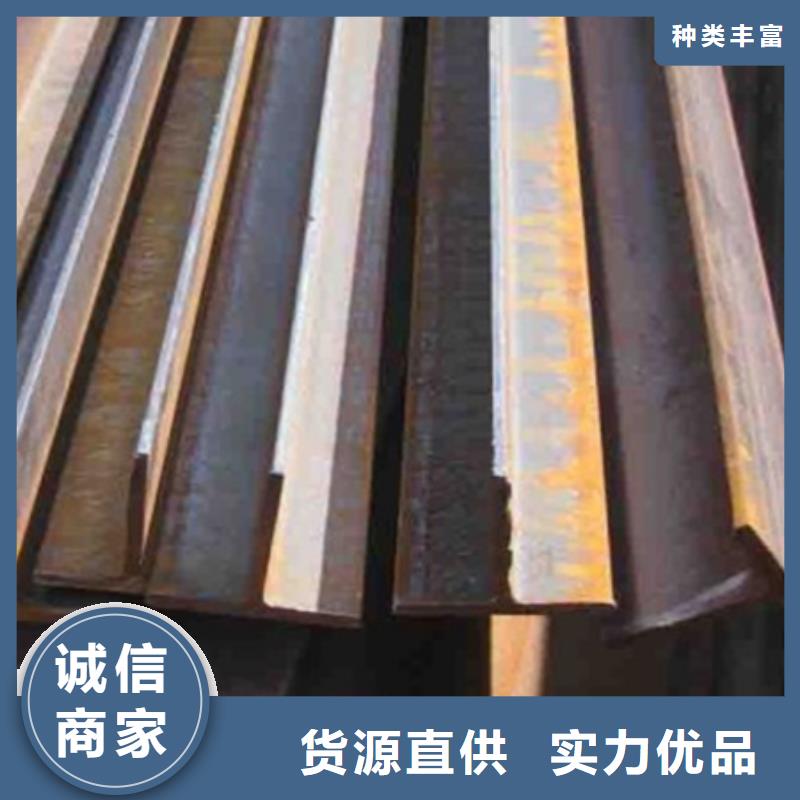
剖分工字钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基处理和堤坝工程;各种机器构件。剖分工字钢是一种经济型断面钢材,广泛用于工业、建筑、桥梁、石油钻井平台等方面,据预测2005年我国剖分工字钢需求量约250万吨,2010年需求量500万吨,但目前我国剖分工字钢年生产能力为120万吨,市场需求量非常巨.剖分工字钢特点分析之省工省料:与焊接剖分工字钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。剖分工字钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的轧制剖分工字钢高度为800mm,超过了只能是焊接组合截面。



宏钜天成钢管(十堰市分公司)生产的 冷拔方钢性价比高,厂家直销,售后服务好,如果对我方 冷拔方钢产品有任何疑问或需要更更多的资料,请尽管来电告知.我们乐意随时提供服务。


构件扭曲变形产生的原因是不合理的焊接顺序和方向,也就是同一条焊缝正反面的焊接没有在同一端起弧焊接,有效控制和减少扭曲变形的办法是采用对称同方向焊接,也就是焊接工字钢 主焊缝同一条焊缝两面焊道焊接过程中要求对称焊接且同方向,只有这样才能够有效减少和控制构件扭曲变形。严禁在T钢正反面焊接过程中采用交叉反方向焊接。工字钢厂家保证合理的焊接工艺方法能使扭曲变形量减少,较小的扭曲变形量让后续矫正工作变得容易。T钢的翼缘板与腹板之间的角变形,可以通过后续T钢矫正机的矫正来。t型钢生产厂家主焊缝埋弧焊接八字变形的:八字变形出现在较厚腹板构件坡口熔透焊,产生原因是多层多道焊接时没有随时观测焊接过程中的变形状态,一次将一侧焊缝全部焊接完成,使得焊接收缩变形作用在一侧,当焊接另一侧时,已无法通过焊接收缩变形予以矫正回来。有效减少焊接八字变形的方法是采用对称焊接,在多层多道焊接过程中,每侧焊道严禁一次焊完,应做到随时测量角度变化,进行频繁反身对称焊接形控制。



