




淄博钢筋剪切套丝生产线商家优选
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

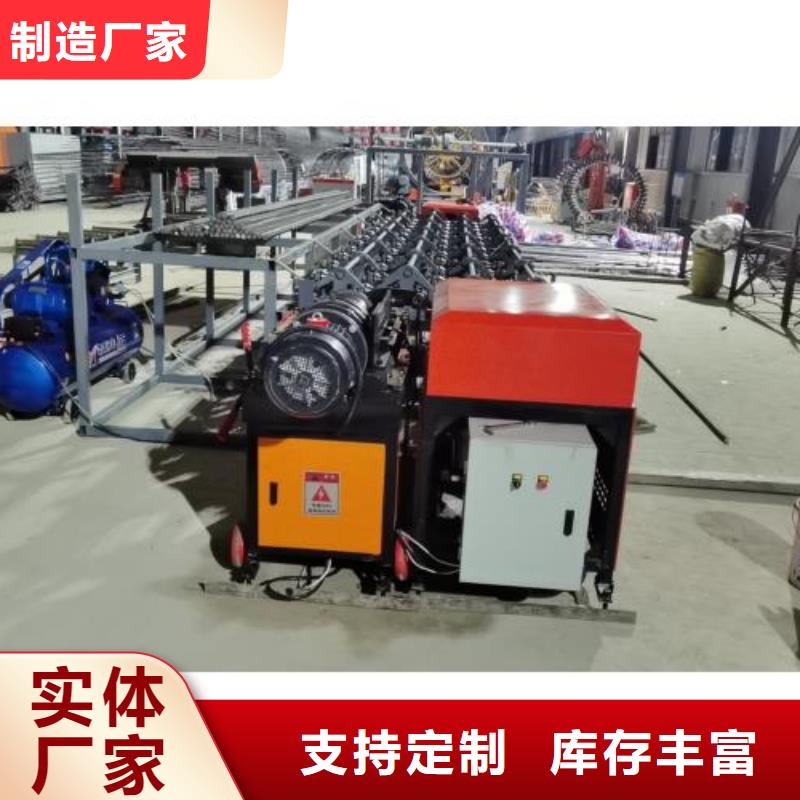
套丝生产线采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。 4、锯床采用国内专用的双面夹紧锯床; 5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。 6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能; 2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。 3、 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。 4、锯床采用国内专用的双面夹紧锯床; 5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
钢筋锯切套丝生产线介绍: 设备引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋锯切设备,用于棒材钢筋的切断套丝墩粗及打磨。 通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可锯切各种长度的钢筋。 采用液压锯切双面式,体积小、锯切力大、产量高,与一些厂家的机械锯切方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。 钢筋锯切采用卧式锯床双面夹紧设计,锯切能力大大提高; 合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护.
 淄博钢筋剪切套丝生产线商家优选
淄博钢筋剪切套丝生产线商家优选

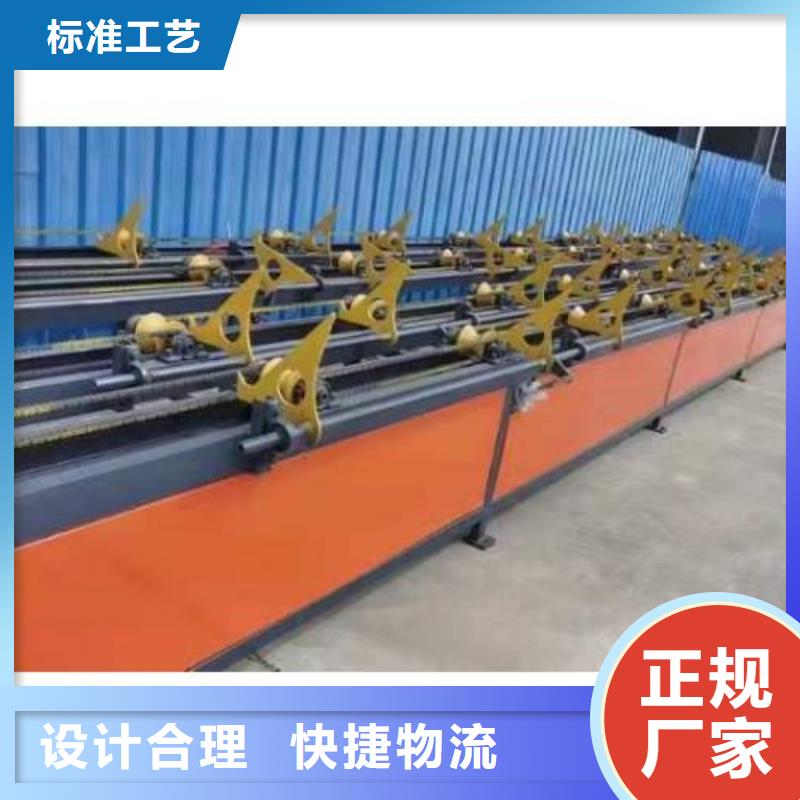
建贸机械数控钢筋锯切套丝生产线介绍:1、该数控钢筋锯切套丝生产线是引进欧洲设计理念,经建贸机械消化吸收并结合国内钢筋套筒连接技术实际情况而研发的一种新型率钢筋锯切套丝流水线设备,用于棒材钢筋的定尺、锯切、剥肋套丝。2、该数控钢筋锯切套丝生产线是通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,定尺精度高,可达±2mm,可锯切各种长度的钢筋。3、该数控钢筋锯切套丝生产线是采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4、该数控钢筋锯切套丝生产线的锯切主机采用国内专用的双面夹紧锯床;5、该数控钢筋锯切套丝生产线采用合理的气动系统设计理念,主气管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,方便后期维护。6、该数控钢筋锯切套丝生产线的套丝机构有两级链条式储料平台和两套钢筋横向输送轨道。能够实现整个加工过程不需要人工干预,降低工人的劳动强度,提高设备的自动化程度。7、该数控钢筋锯切套丝生产线的套丝机采用国内型钢筋剥肋套丝机。该套丝机加、紧套丝机头前进与后退自动完成。大大降低工人的劳动强度,提高设备的自动化程度。8、该数控钢筋锯切套丝生产线的电控系统采用PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。
河南建贸机械路桥锯切套丝生产线系列产品设备安装调试准备事项:为了促使设备的安装调试工作有序顺利快速推进请项目部和施工队配合并准备以下事项:一硬件配置:1厂家技术人员的食宿安排:床被及就餐 2场地硬化二安装时所需配置:1吊车:1辆1天2水平仪:1个半天3防雨用品:雨布或搭建钢筋棚4人员:3—6人3天5 电源线:4*10 1*6(5芯电缆 10平方)三调试生产时所需配置:1现场场地必须平整硬化所属配套需布置完毕。2设备电源必须是380V三相五线制工业用电发电机不可使用!3现场接受培训的操作工人需到位。4设备试生产原材料(如钢筋)需到位。5若设备无液压油需准备46#抗磨液压油:弯曲中心100升弯箍机120升锯切线400升滚焊机50升。三现场设备运转所需条件:1大电或足够功率发电机及稳压器: 如工地不通大电仅使用发电机发电则必须配备稳压器否则易烧毁电机。
