

想要更直观地了解直缝管【流体管】本地配送产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
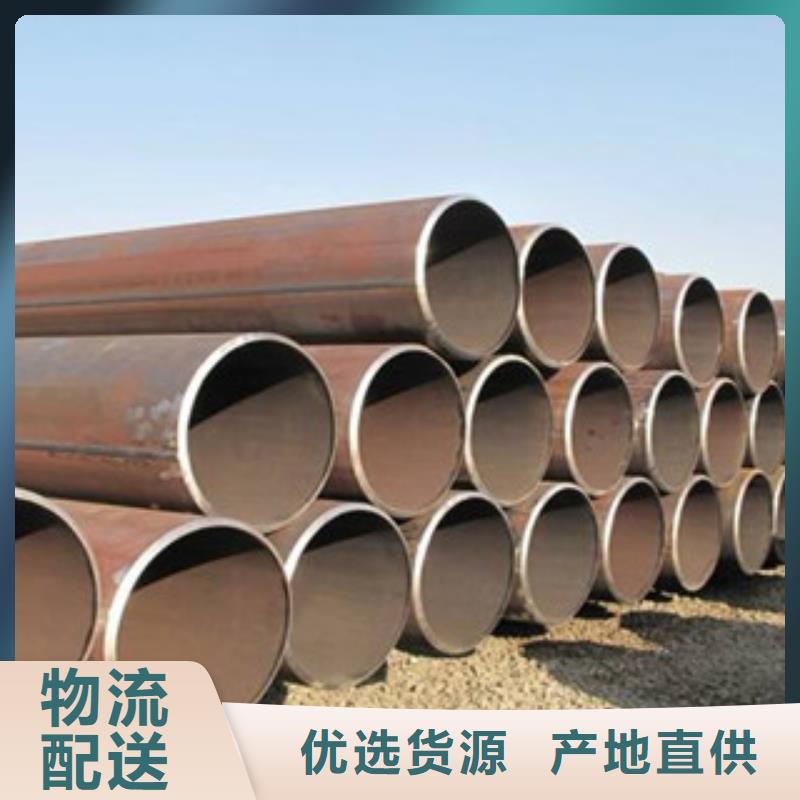
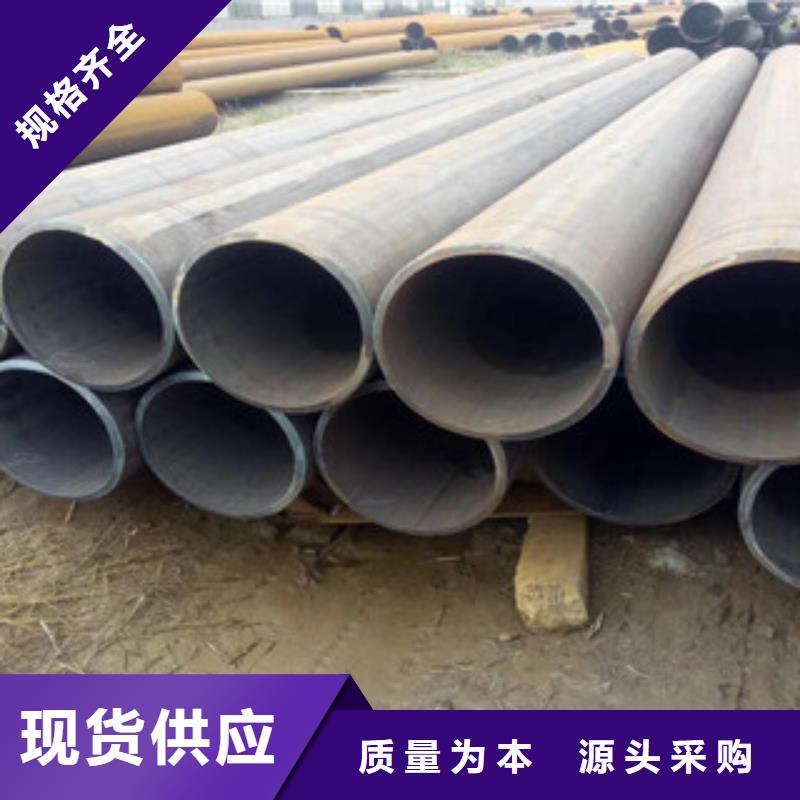
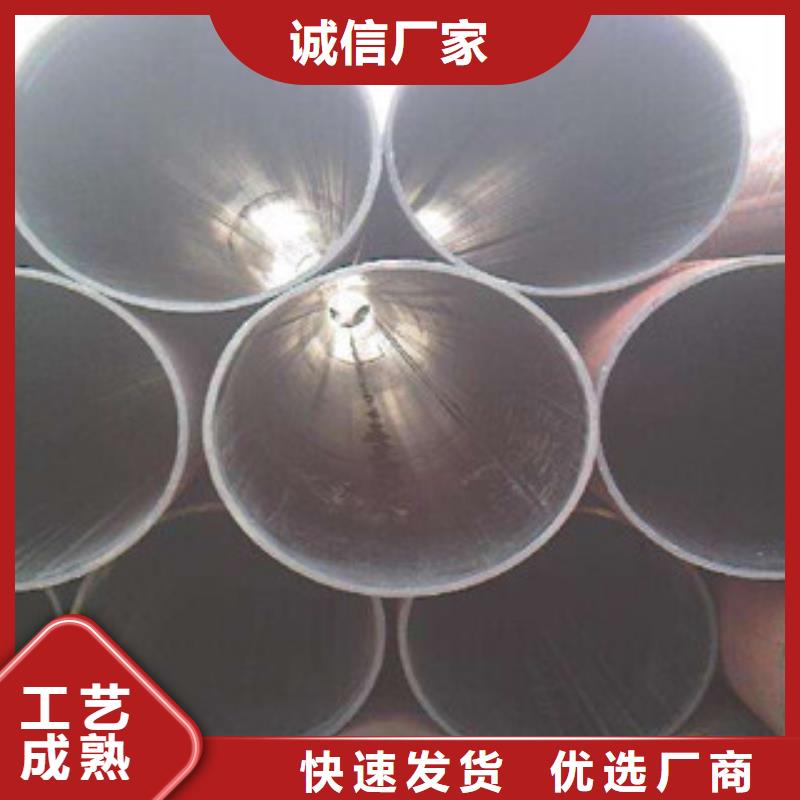
以下是:直缝管【流体管】本地配送的图文介绍
江西钢兴钢管有限公司的 20G无缝钢管产品质量上乘,价格低廉,我们一直在不断的提高 20G无缝钢管产品质量和技术水平、流水线生产出的 20G无缝钢管产品可以让您放心。 20G无缝钢管产品质量可靠,深受新老客户的认可和好评。


埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。



大直缝焊管生产线的布局应考虑管道建设的分布、将来的发展规划。从目前看,较大规模的管道建设主要集中在我国的西部和北部地区同时还应考虑大直缝焊管所用原料钢板的运输问题,以便解决好超长超宽钢板的运输问题。因此,大直缝焊管生产线的布局有两种方案:一种是大直缝焊管生产线的厂址尽可能靠近管道建设区域,有利于向建设中的管道现场运输钢管,因为铁路运输钢管的空载率很高,运输费用惊人,减少从钢管厂到管道现场的运输费是降低工程成本的重要因素。另一种是大直缝焊管生产线的厂址靠近钢板生产基地或港口,这样可以解决超长超宽钢板的运输问题,便于钢管的运输。我国大直缝焊管生产线的建设刚刚起步,应该合理规划和布局,做到产业布局基本合理,这对我国大直缝焊管技术发展和管道工业建设都有重要意义。


建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。



连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。

