




想要更直观地感受【护栏304不锈钢复合管
多行业适用】产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
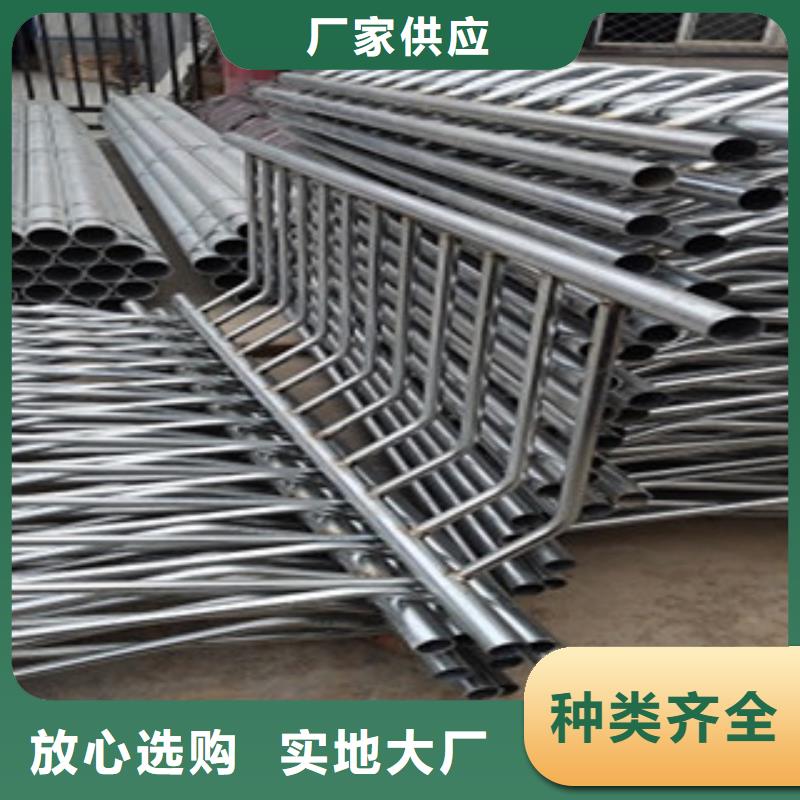
以下是:【护栏304不锈钢复合管
多行业适用】的图文介绍


当然不管是在下面还是在上面的固定中,都是要进行过预拼装以后,如果检查了所有的数据都是很准确的,没有存在偏差的时候,可以进行焊接和固定了。而在固定中有预埋自然是直接焊接进行固定了。如果开始没有预埋的话,就与楼梯上的安装是一样的,采用膨胀螺栓来进行固定,而在膨胀螺栓进入到了结构体以后,同样会保证到具体的质量不会有任何的影响。这其实也是在施工中需要进行监督和检验的,尽量使用十毫米直径的膨胀螺栓,在效果方面会更好一些。 在将扶手之间进行固定时,建议是在立柱全部都已经固定好了以后,才将与安装好的整个扶手栏杆进行焊接。这样也是保证了在整体方面是以地面或者是结构体为主体的。在实际的效果方面也会体现出更好的一面。从现在的实际的安装中我们会看到很多专业公司在与地面的链接方面看的很重要,在具体到使用什么样的预埋件或者是膨胀螺栓的话,都会进行准确的计算以后,才进行确定,这在质量方面会更加有保证。



生活在城市中的人们怕堵车,特别是在没安装道路护栏的早高峰与晚高峰,再加上学生上下学时段,更是堵的一塌糊涂,为了缓解道路拥挤和杂乱无章的行驶,在大多路段上安装了道路护栏,安装道路护栏不但明确了机动车、非机动车的行驶方向、区域,还平添了几分感,让广大驾驶员朋友能够安心开车,实在便利许多。 道路护栏具有白、蓝、红、绿等多种颜色,色彩艳丽、表面光滑、手感细腻,可自由组合,维修快捷,损坏后可快速局部拼装或更换。在郊区环境下,标准的道路护栏防锈的厚度,可保持50年以上而不必修补;在市区或近海区域,标准的道路护栏防锈层则可保持而不必修补;有效解决长期困扰护栏产品表面锈蚀、粉化、龟裂等问题。具有足够的强度和耐候性,采用国产一级原生料、无害,具有强度高,韧性强、耐腐蚀、抗静电、不退色、不开裂、不脆化,使用寿命可达30年以上。内附经防腐处理的钢衬,使其具有良好的强度和耐冲击度。安装简便:采用插接式安装,简便快捷,固定牢靠。

冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。 双金属复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。双金属复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或) 酸性环境中复合管可以提高性和可靠性。随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



俊邦金属材料(澳门分公司)是一家专注从事 防撞立柱生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 防撞立柱。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



