




数控小导管冲孔机
根据设计要求,对不同地段不同地质情况围岩采用超前小导管注浆超前支护。小导管采用Φ42热轧无缝钢管,长度4.5 m,壁厚3.5mm,环向布置间距0.4m,每环打入长度3.5m,纵向水平搭接≥1m。沿拱部开挖轮廓线外缘布置,钢管外插角均为3~5度,管内预注浆为水泥浆单液浆体。
上比一般的锥管机更先进在工作时更稳定,更快捷,3,夹模采用进口型夹持力强,不易磨损工作时无左右前后偏摆或跳动的现象和疑虑。 2.成型主要部分由缩管模具驱动主轴系统油压送料装置和润滑冷却系统组成,四片模具静音式机构设计噪音小成型速度快,3.主要元件采用模具钢真空淬火精密研磨完成,4.手动取放料,自动开关启动机器自动完成夹紧缩尖加工等所有动作。
根据设计要求,对不同地段不同地质情况围岩采用超前小导管注浆超前支护。小导管采用Φ42热轧无缝钢管,长度4.5 m,壁厚3.5mm,环向布置间距0.4m,每环打入长度3.5m,纵向水平搭接≥1m。沿拱部开挖轮廓线外缘布置,钢管外插角均为3~5度,管内预注浆为水泥浆单液浆体。
小导管箭头机生产企业
经过多年来产品的不断研发、优化及客户现场实践应用,小导管箭头机、数控小导管冲孔机、数控钢筋焊网机、八字筋成型机、联合剪冲一体机等设备不但成为了公司主导产品,在国内隧道施工领域有着极高的口碑和知名度;因其具有生产效率高、操作简便、质量稳定等优势,市场占有率位居国内前茅。
<西双版纳>建贸机械设备有限公司
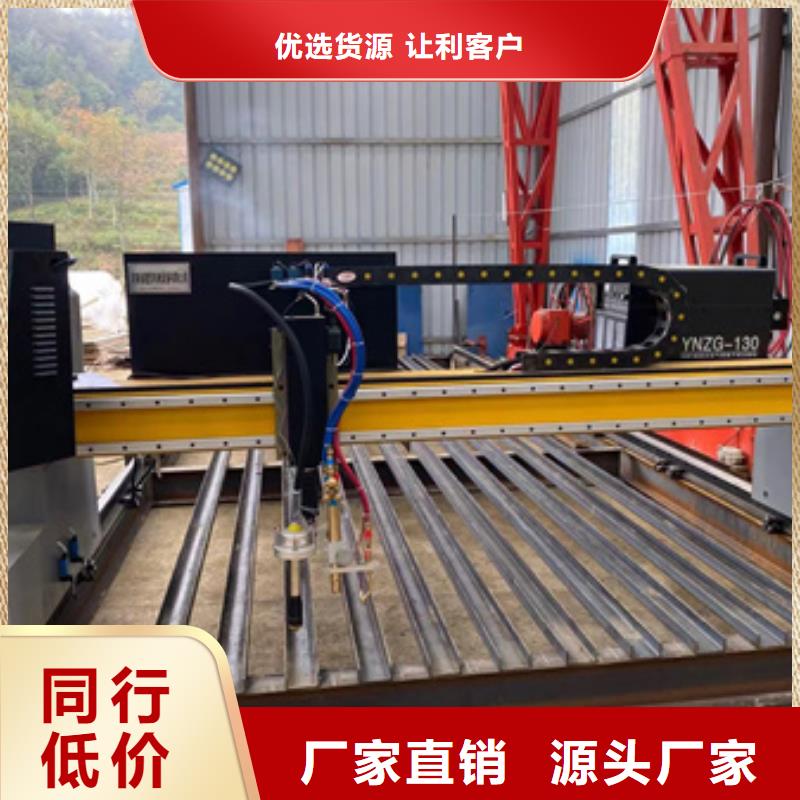
工字钢冷弯机操作流程
(1)将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
(2)启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
(3)达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
(4)冷弯结束时,关闭机械传动系统的同时,启动液压系统 。将冷弯型钢放置在辅助系统 的门式托架上。
简介:
工字钢冷弯机就是弯曲工字钢的机器,也被大家叫做工字钢弯曲机,工字钢弯拱机。它适用于工字钢、H型钢、U型钢、方管、圆管等其他型材进行弯弧起拱。它应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架支撑制造的理想设备。该设备操作简单,成型效果快。被各项工程和刚架构加工厂广泛应用。
 58842
jmc
58842
jmc
在材质的研究上公司投入了大量的精力,吸尘系统液压小导管成型机独有的废料收集系统,荣获 ,废料收集系统的使用,让工作场地干净整洁,废料收集系统有效地解决了废料散落在皮料上导致有一些地方不会冲透这一问题,自主设计定制的可升级冲孔。液压小导管成型机冲孔组件包括楔形轨道和冲孔刀头,冲孔组件远离楔形轨道的一端连有与尾座固连的连接杆。
液压小导管成型机的三个重要的属性:
1、准确性。液压小导管成型机有着超高的精准度和识别度,全自动的摄像扫描便于它准确快速的进行空洞定-位,提高了产品加工的质量。而传统的手动打孔机则相对处于劣势,其精准度很低,易造成漏打错打误打的现象。
摇臂钻床操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。操作摇臂钻者必须经过培训、考试或考核台格后,持证上岗。开机前,按设备润滑图表注油,检查各手柄是否放在规定的位置上。按压总启动按钮启动油泵电机。按压主轴箱与立柱松开按钮,按压摇臂升降按钮,并移动主轴或转动摇臂。选择低速档,调好进给量,空转10分钟后,可试自动进给。
摇臂钻床进给退出,主电机停止,按压总停按钮。关闭机床电控总开关,关闭电控柜空气开关。清洁机床,按设备润滑图表注油,立柱、摇臂抹油。加工时,严禁戴手套,工件夹装应牢固,钻小件,应用工具夹持,不许用手夹着钻在旋转刀具下,手不准触摸,不准翻转,卡压或测显。在摇臂钻的横臂回转范周内,不准站人,横臂应卡紧。
