

想要知道不锈钢管304不锈钢卷板细节严格凸显品质产品如何?看视频就知道!看视频,选产品更明智!
以下是:不锈钢管304不锈钢卷板细节严格凸显品质的图文介绍


不锈钢角钢2
我国进口、出口不锈钢角钢各有一定批量,主要从日本、西欧进口。出口输往地区主要为港澳、东南亚、拉美及阿拉伯 等。出口生产企业主要为江苏,辽宁、河北、北京、上海、天津等省市的钢铁厂(轧钢厂)。
进口不锈钢角钢品种多为大型、小型不锈钢角钢及特殊形状不锈钢角钢,出口品种多为中型不锈钢角钢如6号、7号等。
不锈钢角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
不锈钢角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定不锈钢角钢不得有显著的扭转。
1)成分指标:不锈钢角钢的化学成分属一般结构用轧制钢材系列,主要检验指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。



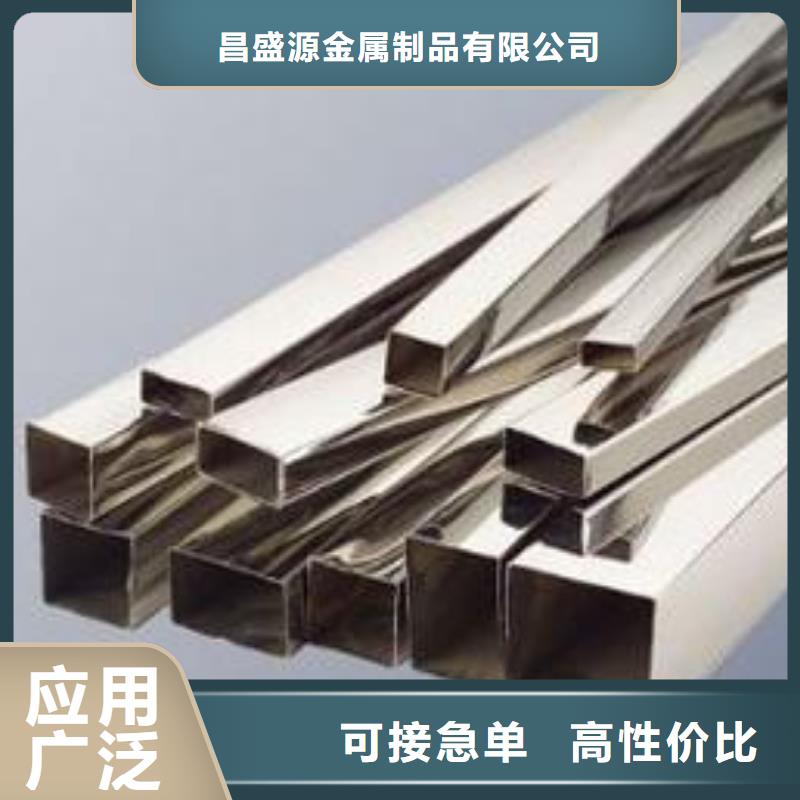
可分为1024、2011、6063、6061、6082、7075等合号不锈钢型材,其中6系的为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑不锈钢型材之外,不锈钢型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的不锈钢角钢是两边互相垂直成角形的长条钢材。有等边不锈钢角钢和不等边不锈钢角钢之分。等边不锈钢角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∠25×25×3”,即表示边宽为 25毫米、边厚为3毫米的等边不锈钢角钢。也可用型号表示,型号是边宽的厘米数,如∠2.5#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将不锈钢角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边不锈钢角钢的规格为2#-20#。不锈钢无锡昌盛源



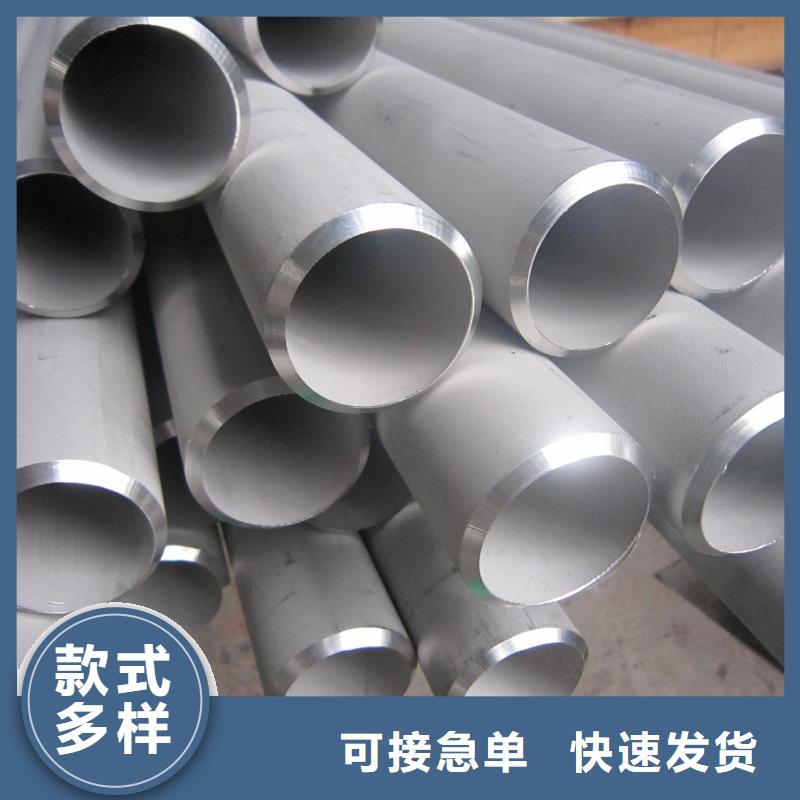
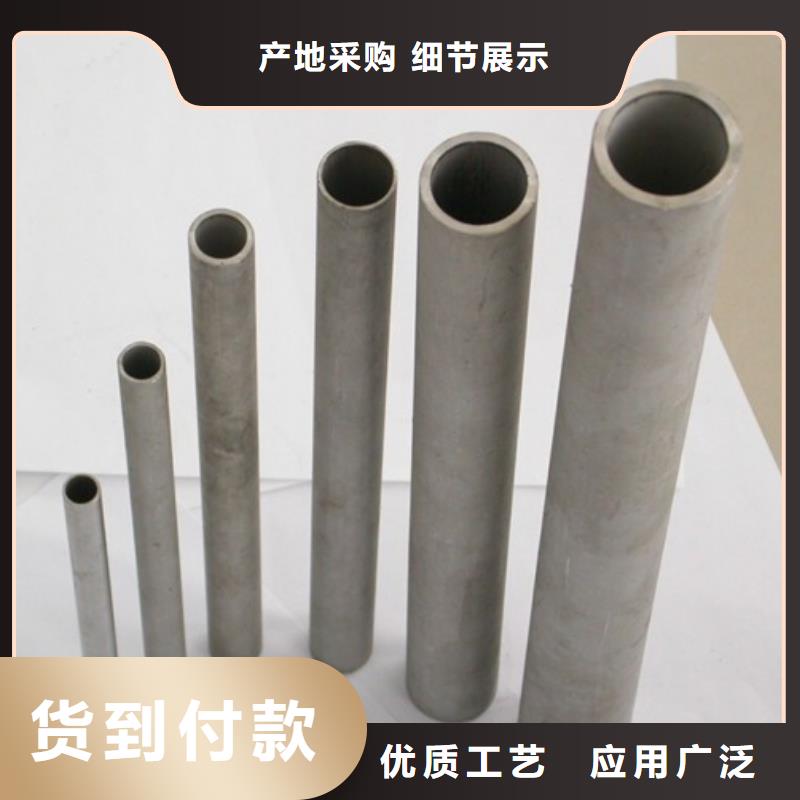
以下内容包括: 不锈钢无缝管的产品说明、所属公司的资质、荣誉、实景,欢迎各位客户进行实地考察;请您往下继续阅读 不锈钢无缝管的介绍,了解昌盛源金属制品(雅安市分公司)的更多信息。


不锈钢出口是我国出口经济的重要组成部分,它对拉动我国经济增长具有重要作用,但是,从目前我国不锈钢对外贸易的情况来看,我国的不锈钢出口遇到了较大的阻力。
去年以来,国外频繁的传来对我国不锈钢铸造产品进行“双反”的消息,这对我国不锈钢铸造产业来讲具有很大的影响,出口是我国不锈钢产业发展中的一大部分,在其产业发展中占有巨大的市场份额,在面对经济低迷,发展速度放缓的情况下,我国的不锈钢产业的发展就应该不断的产品质量,更好的发展海外贸易和应对贸易保护主义的打压,将产品与环境保护、能源资源、人文环境结合起来,不锈钢产品的竞争力,只有这样才能在对外贸易中取得不败的地位。无锡昌盛源经营各种尺寸不锈钢装饰管,不锈钢钢无缝管,欢迎来电咨询。
去年以来,国外频繁的传来对我国不锈钢铸造产品进行“双反”的消息,这对我国不锈钢铸造产业来讲具有很大的影响,出口是我国不锈钢产业发展中的一大部分,在其产业发展中占有巨大的市场份额,在面对经济低迷,发展速度放缓的情况下,我国的不锈钢产业的发展就应该不断的产品质量,更好的发展海外贸易和应对贸易保护主义的打压,将产品与环境保护、能源资源、人文环境结合起来,不锈钢产品的竞争力,只有这样才能在对外贸易中取得不败的地位。无锡昌盛源经营各种尺寸不锈钢装饰管,不锈钢钢无缝管,欢迎来电咨询。



不锈钢管的连接方式多样,常见的管件类型有压缩式、压紧式、活接式、推进式、推螺纹式、承插焊接式、活接式法兰连接、焊接式及焊接与传统连接相结合的派生系列连接方式。这些连接方式,根据其原理不同,其适用范围也有所不同,但大多数均安装方便、牢固可靠。连接采用的密封圈或密封垫材质,大多选用符合 标准要求的硅橡胶、 橡胶和三元乙丙橡胶等,免除了用户的后顾之忧。
卡压连接步骤
1、断管:按所需长度切断管材,断管时,不可用力过大,防止管材失圆。
2、去除毛刺:管材切断后,应将毛刺去除干净、以免割伤密封圈。
3、划线标记:为使钢管完全插入管件承口,必须在管端对插入长度进行标记画线。
4、装配:密封圈应正确安装在管件的U型槽内,将管子插入管件承口内,等待压接。
5、压接:压接时,管件凸起部位放在模具凹形槽内,钳口与管轴线保持垂直。
6、检查:压接完成后,使用专用量规对压接尺寸进行检查。
可定制,可加班生产。
卡压连接步骤
1、断管:按所需长度切断管材,断管时,不可用力过大,防止管材失圆。
2、去除毛刺:管材切断后,应将毛刺去除干净、以免割伤密封圈。
3、划线标记:为使钢管完全插入管件承口,必须在管端对插入长度进行标记画线。
4、装配:密封圈应正确安装在管件的U型槽内,将管子插入管件承口内,等待压接。
5、压接:压接时,管件凸起部位放在模具凹形槽内,钳口与管轴线保持垂直。
6、检查:压接完成后,使用专用量规对压接尺寸进行检查。
可定制,可加班生产。

