





针对螺旋钢管孔板组口质量超标的问题,应采取以下措施:尽量使用内部配套装置。焊管组在焊管断面分级方面做得很好。紫铜锤或铜垫圈锤的部分校正。当错列口变形平缓时,应进行切削处理。螺旋钢管钢材的管理:在使用内部配套设备时,施工前必须对配套设备、压缩机设备和管式机进行良好的检查,使用时应根据操作规程灵活使用。在对方使用前,要仔细检查对方使用的设备是否正常:在使用时,必须设置专门人员,按照标准动作指令指挥操作,以避免事故的发生。在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,则垫层高度必须坚固牢固,以防止管道被滚动损坏;不要用冻土或石头对螺旋钢管进行缓冲。
冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

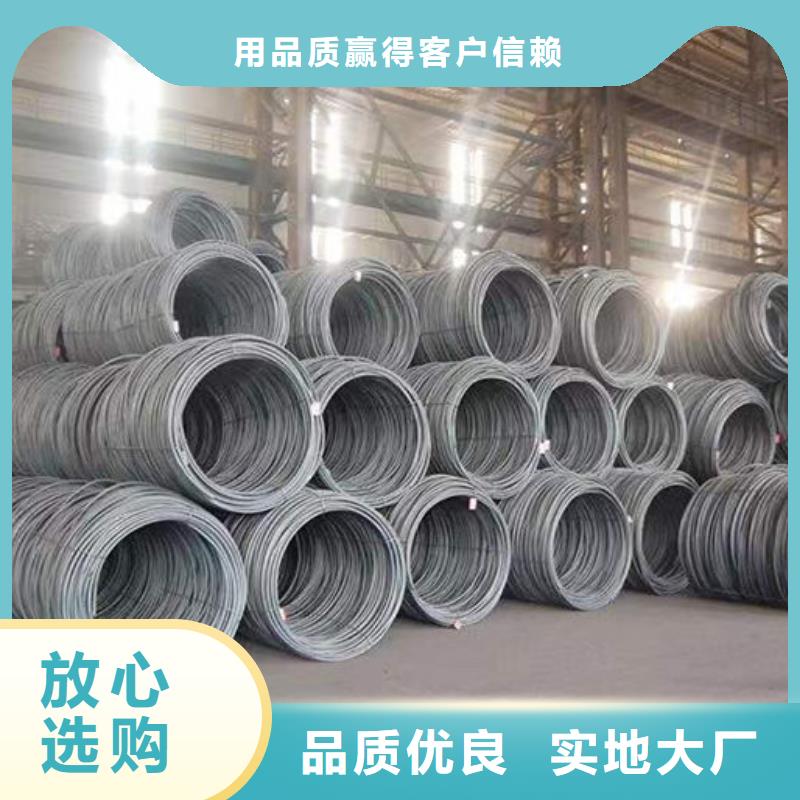
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢材规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
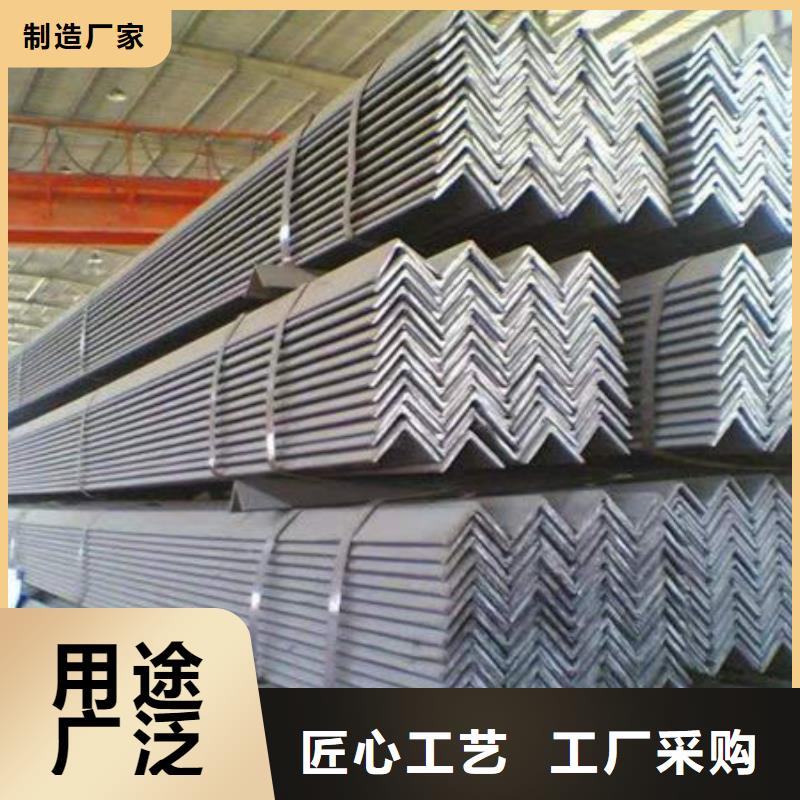
普通工字钢和轻型工字钢材的翼缘由根部向边上逐渐变薄的,有一定的角度,普通工字钢和轻型工字钢的型号是用其腰高厘米数的阿拉伯数字来表示,腹板、翼缘厚度和翼缘宽度不同其规格以腰高( h)×腿宽(b)×腰厚(d)的毫数表示,如"普工160×88×6",即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的普通工字钢。/"轻工160×81×5",即表示腰高为160毫米,腿宽为81毫米,腰厚为5毫米的轻型工字钢。普通工字钢钢材的规格也可用型号表示,型号表示腰高的厘米数,如普工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加a b c 予以区别,如普工32#a、32#b、32#c等。热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。
