



想要探索焊管,无缝钢管按需定做的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:焊管,无缝钢管按需定做的图文介绍
鹏鑫钢铁有限公司(岱山分公司)是专业研发和生产各种 焊管材料的制造企业。研发实力雄厚,获得多项专利,被授予“舟山岱山高新技术企业”。
秉持团结互助、敬业负责、恪守信誉、积j i进取、勇于创新的企业文化,坚持不懈以满足客户多元化需求为己任,不断进取创新,力求从技术、 焊管产品到服务的每个细节都做好。


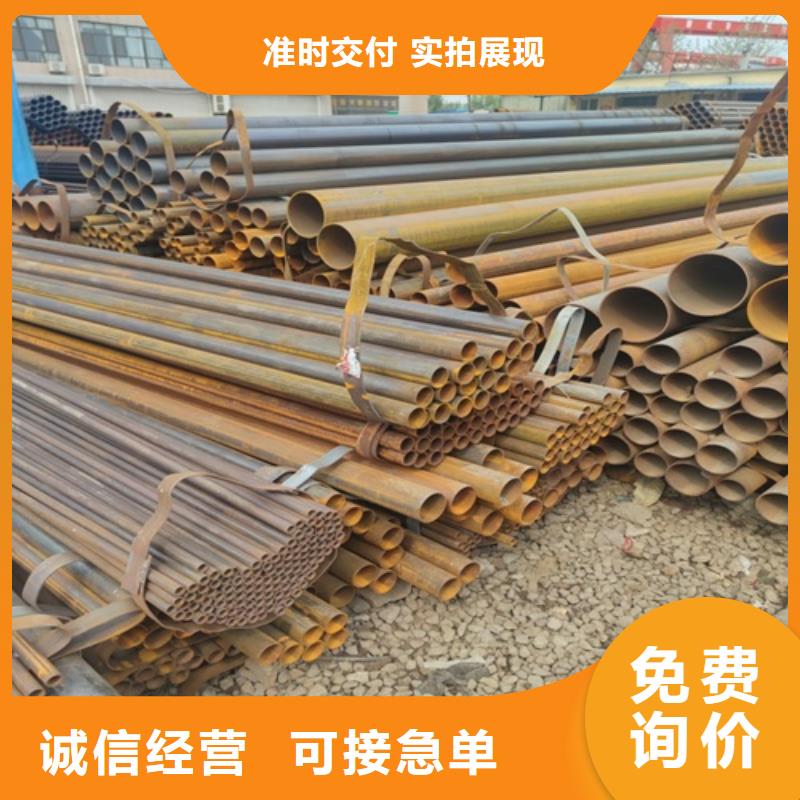
小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。



焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



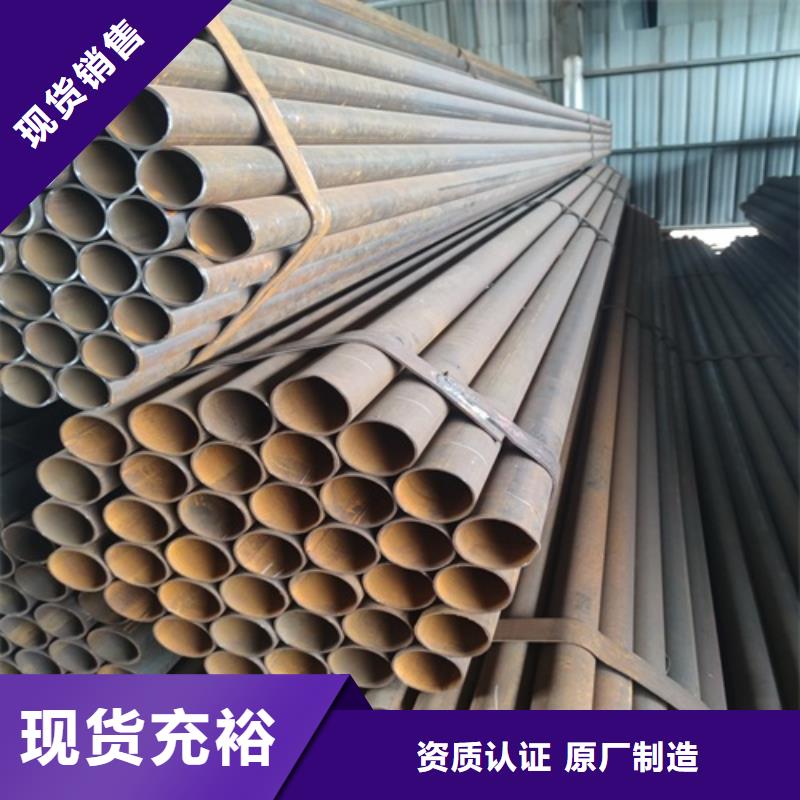
Q235B焊管生产工艺简单,生产效率高,品种多样性,设备投资少,但强度一般低于无缝钢管。20世纪以来,伴随着优质带钢连轧生产的迅速发展以及焊接和检验技术的不断提高,焊缝质量不断优化,Q235B焊管的种类日益上升,并在越来越多的领域发挥着不可替代得作用。 Q235B焊管的生产流程比较简单,生产效率高,成本低,发展比较迅猛。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


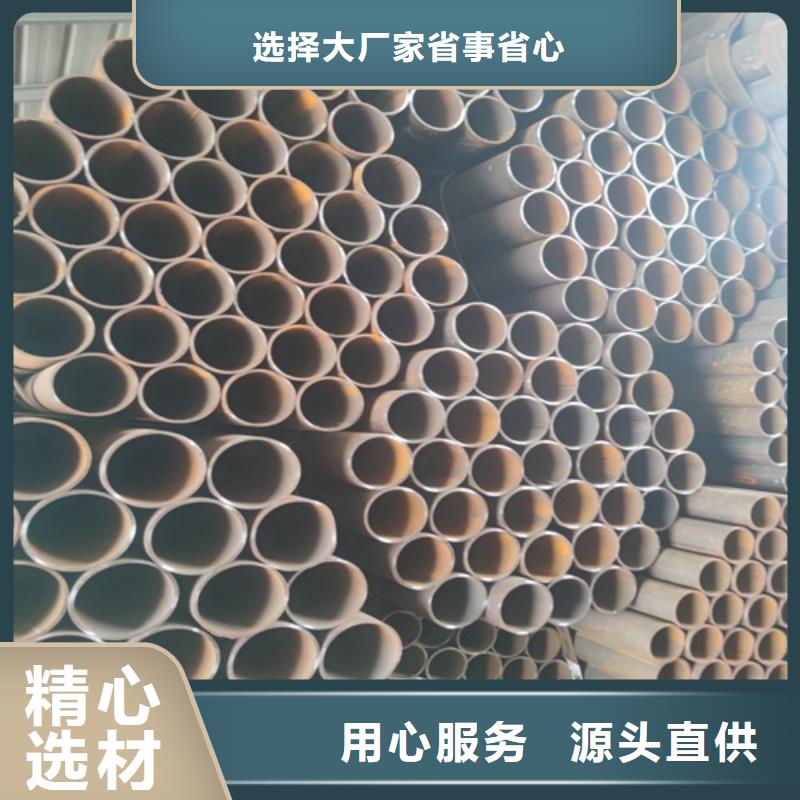
冷轧焊管主要用于换热器管、流体管、压力管道、建材结构用管、城市景观、等行业上,年消耗量在70万t左右。 工业用冷轧焊管需求比较高,而且生产工艺成熟,目前我国年用工业用冷轧焊管量大约15万t左右,一部分仍需要进口。 从国产冷轧焊管管产品上看,钢种以奥氏体钢为主; 产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管; 焊接钢管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的冷轧焊管管基本上覆盖了世界各国标准的品种规格,冷轧焊管异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域



