


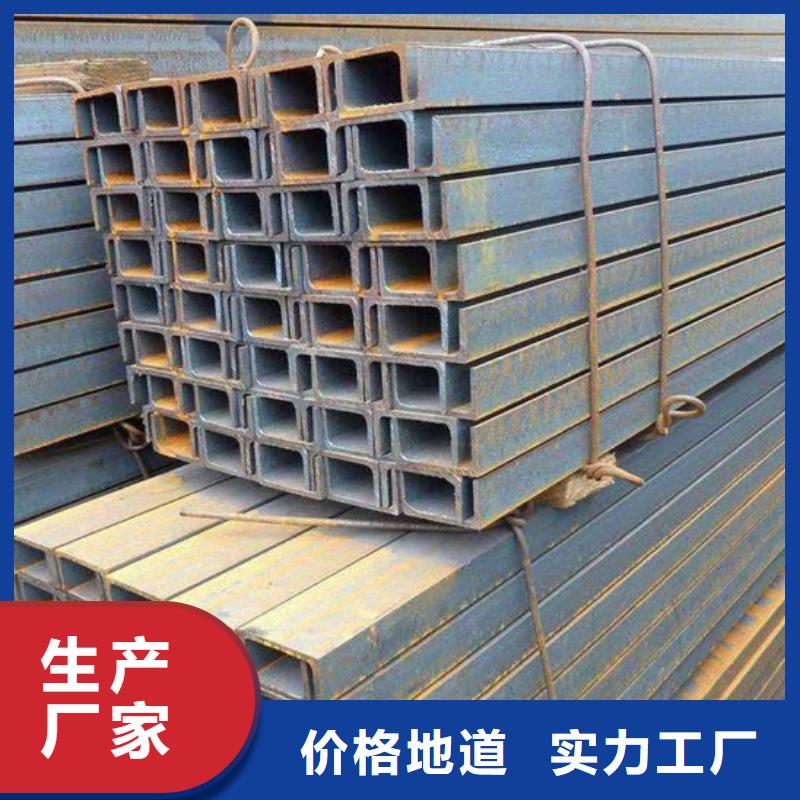




所谓不锈钢角钢的折叠,就是在不锈钢板面有许多折线,通常这种缺陷贯穿整个钢材的纵向。形成折叠的原因是由于这种伪劣产品在生产的过分过程中追求,在下一道的轧制时就容易产生折叠,这类劣质折叠线会导致不锈钢角钢折弯后容易开裂,会大大降低不锈钢的强度。不锈钢角钢表面产生麻面缺陷的原因,就是当不锈钢角钢轧制的轧槽磨损严重时,会导致角钢表面形成不规则的凹凸不平。因为伪劣钢材厂家过分追求利润,常常会有轧槽轧制超标的现象。所以在购买不锈钢角钢的时候需要认真看表面。因为有的厂家的生产设备比较简陋,有时会产生毛刺,容易刮伤不锈钢角钢表面,一旦刮伤深度达到一定程度,就会显著影响不锈钢角钢的强度。还有一个很显眼的特征就是,劣质的不锈钢角钢表面是没有金属光泽的,这是由于该不锈钢角钢在生产时的坯料是土坯,再加上轧制的温度很少达标,所以没有办法按照轧制规定进行加工,这样此类不锈钢角钢的钢材性能就不够达标了。
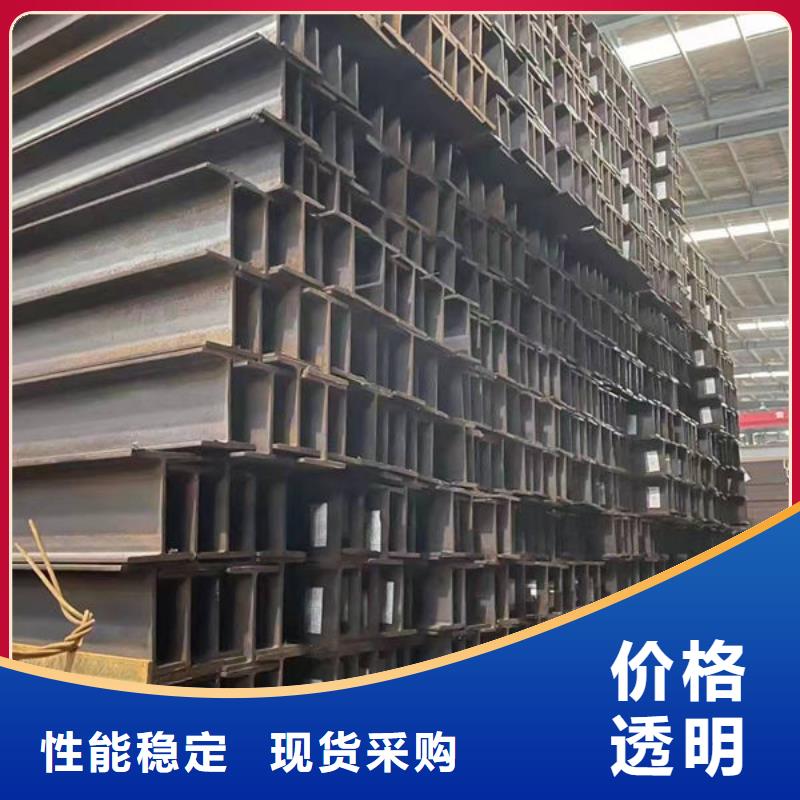
线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
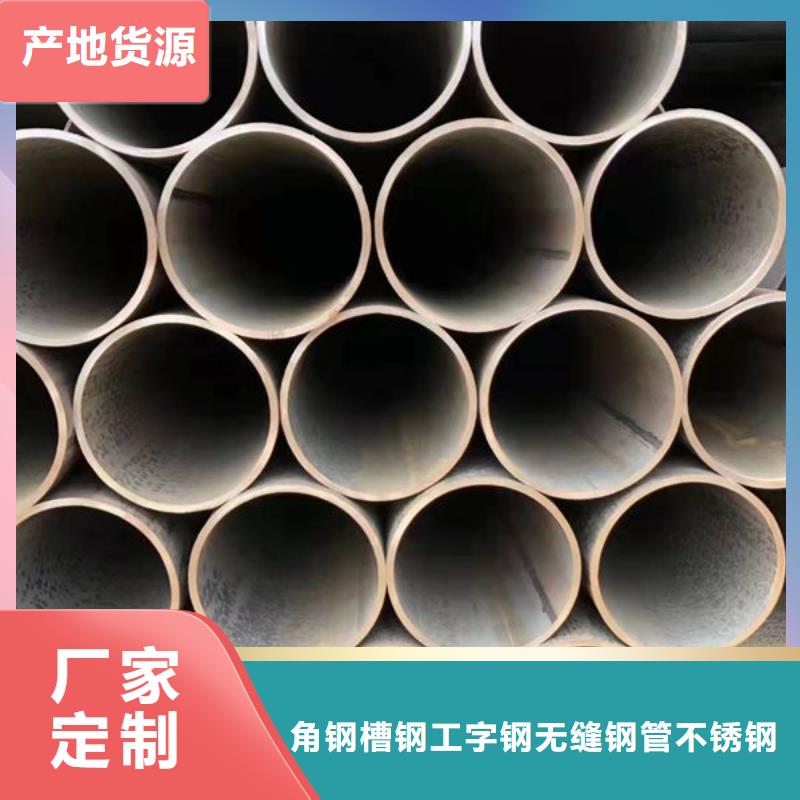
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
彩钢瓦使用方法:清理基层→基面维修加固→涂刷首层防水底涂→铺上增强型聚酯布→涂刷第二层防水底涂→涂刷系统密闭表涂→完工检查修1、在彩钢瓦预处理基面上涂刷一防水底涂,夹心瓦尺寸,在其湿润时铺上预定规格的增强型聚酯布,并在其表面涂刷第二层防水底涂,南昌夹心瓦,保证涂层充分浸润聚酯布并与一层底涂相汇接,夹心瓦钢材报价,涂刷时可适当用力确保涂层无气泡、不褶皱。使整个防水系统与基面紧密贴合;2、待彩钢瓦整个防水系统表面完全干透后,再涂刷一层表面密闭隔离涂料。
