您的位置>首页 >保定本地产品动态 >
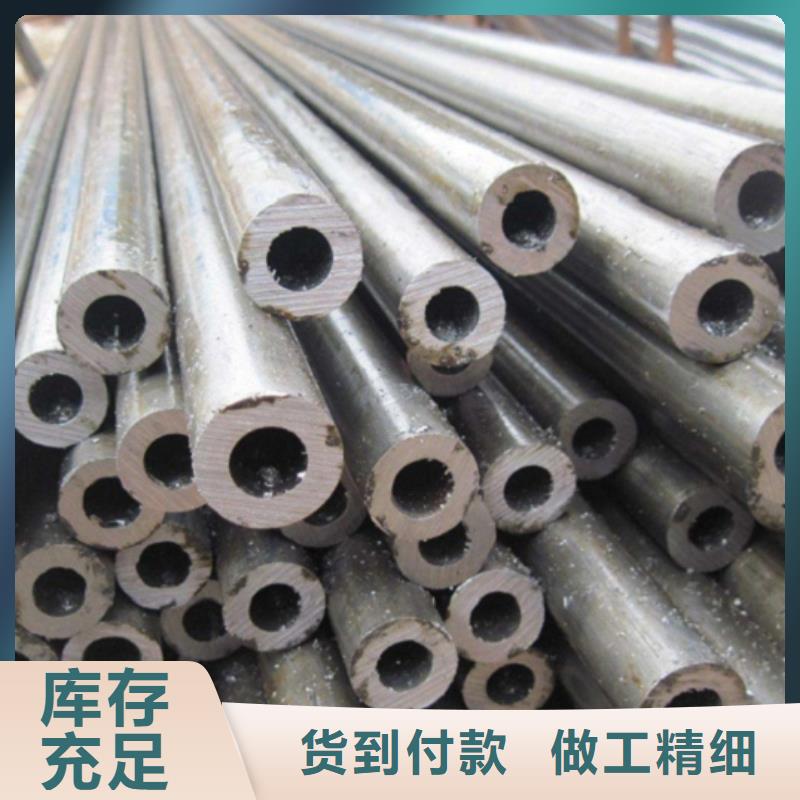
Q345B精密钢管发货快品质高
更新时间: 2025-05-31 07:19:28 ip归属地:保定,天气:多云,温度:18-29 浏览次数:6
以下是:Q345B精密钢管发货快品质高的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 中升管业 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:Q345B精密钢管发货快品质高的图文视频
导读 Q345B精密钢管发货快品质高,中升管业(保定市分公司)为您提供Q345B精密钢管发货快品质高产品案例,联系人:祝女士,电话:【15095039622】、【15095039622】,发货地:经济开发区工业园。 河北省,保定市 2022年,保定GDP为3880.3亿元。(不含雄安新区及定州市)

精密管在焊接生产全过程中,简易展现漏焊和错口等很多情况。可是这种情况中较难掌握的就
是精密无缝管对接焊缝处展现沙眼。说白了的沙眼:就是焊接全过程中在焊接表面也许焊接里面,
展现未被彻底熔透的顆粒也许汽泡,及其在焊接表面展现的小石子样子的坑点。
精密无缝管焊接出现沙眼的原因
分析展现沙眼的原因有以下几个方面:
1、精密无缝管焊接全过程中提供焊机的电流量过小,电容器時刻过短,电容器还未彻底焊接
深入的时候焊接表面已经硬底化,因此 里面出現了未被熔透的小石子也许汽泡。
2、热轧带钢进到长刀型调形倾斜度时候沒有连接好,热轧带钢连接沒有紧闭,连接热轧带钢
中间展现了太大的空闲地。
3、连接焊接精密无缝管的时候,沒有立即梳理精密无缝管的两侧上铁锈也许氧化皮。
4、生产机器设备沒有立即检修梳理。工作台子上的浮尘也许污迹,误落入连接精密无缝管的
焊接间隙处。随后影响到焊接点的溫度和干湿度。
因此 要想非常好的处理此难题,就需要依据精密无缝管之上的几个方面缘故开展非常好的防止
,才可以从源头上对精密无缝管在焊接中防止沙眼的出現。
大金钢管制造有限公司
随着经济增速的放缓,需求走弱,精密管供大于需日趋明显,产量呈下行态势;行业效益情况向好,精密管产业链出现均衡发展的苗头;精密管企业正加快实施结构调整和转型升级。
王利群表示,我国经济进入深度调整,精密管、精密管必须适应新情况、新变化,在新的环境中、新的平台上实现新的均衡,以适宜的速度、适当的方式、更高的效率、更好的质量,继续保持、平稳的发展状态。面对相同的外部环境,精密管产业链上的任何一方都不可能长期“独善其身”,产业链合作是必然趋势。因此,精密管产业各利益相关方应当放下短期利益,从产业链建设的高度出发,和上下游企业结成真正的利益共享、风险共担的长期稳定的合作关系。

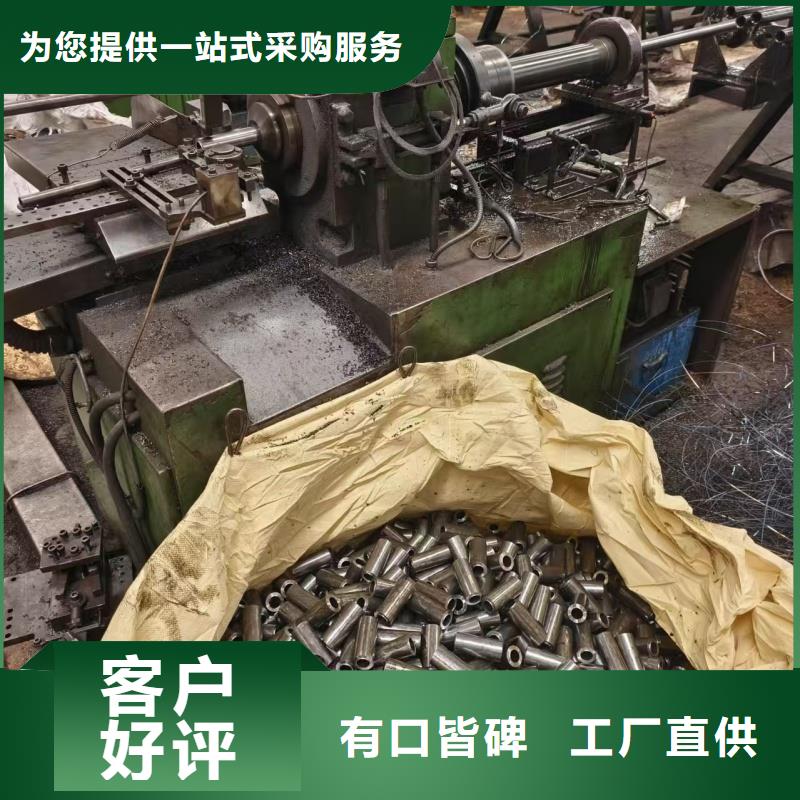
精密管轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状)因受轧辊的压缩使材料截面减小,长度增加的压力加工方法。拉拨钢材:将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将带钢送入12cr5moi合金钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。12cr5moi合金钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(cl1/...式中:f-激励频率(hzc-激励回路中的电容(f电容=电量/电压;l-激励回路中的电感,电感=磁通量/电流?当输入热量不足时,被加热的焊缝边缘达不到焊接温度,12cr5moi合金钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
大金钢管制造有限公司

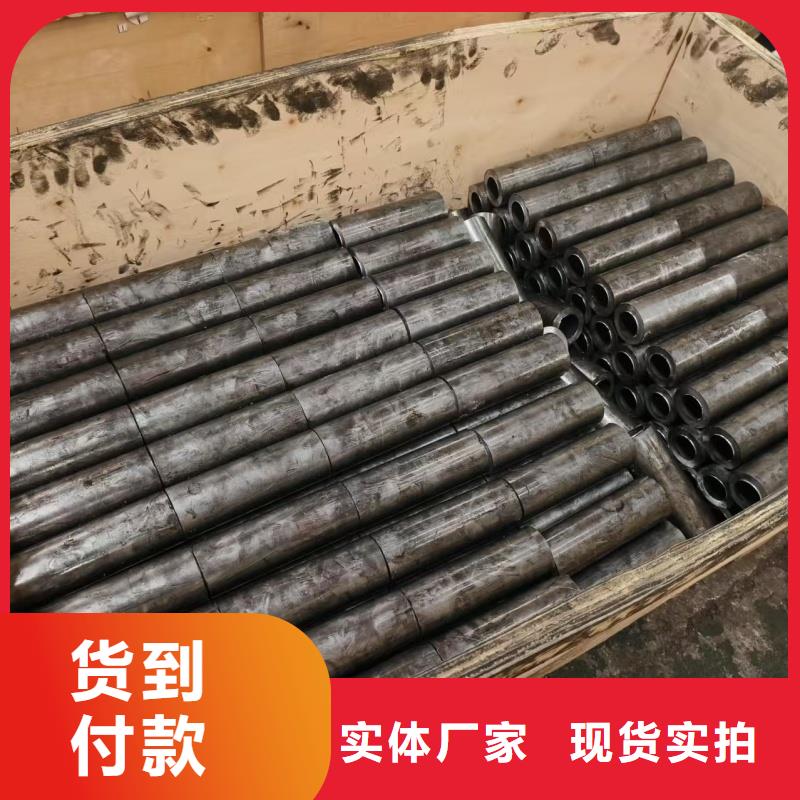
与传统管道材料相比,精密管的精度更高,能够在承受高压的情况下,将泄漏率降到 ,无论是从光洁度还是从力学性能方面来看,都具有十分显著的优势,因此,无缝钢管才会有如此高的利用率。目前我国无缝钢管的生产规模也一直都在不断的扩大,因此,未来的发展前景必然还会更加广阔。
精密钢管的管道内表面光洁度高,钢管在热处理之后,表面没有氧化膜,因此在冷弯的状态下是不容易变形的,同时,这种管道材料也能够承受一定的高压,在机械加工领域中,精密钢管的使用率同样是很高的,与无缝钢管相比,制作精密钢管的流程相对而言更为复杂一些,从,在每一个工序完成之后,都需要进行必要的检验,这样才能保证精密钢管出厂时能拥有更高的质量,延长其使用寿命。
大金钢管制造有限公司

总结 Q345B精密钢管发货快品质高_中升管业(保定市分公司),固定电话:【15095039622】,移动电话:【15095039622】,联系人:祝女士,经济开发区工业园 发货到 河北省 石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区。