



静电喷塑防撞护栏抗冲击力好的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:静电喷塑防撞护栏抗冲击力好的图文介绍


(热镀锌桥梁护栏五)钢厂盈利水平逐月下滑。2013年上半年,冶金行业实现利润736.9亿元,同比增长13.7%,其中黑色金属冶炼和压延加工业实现利润454.4亿元,同比增长22.7%。1-5月份重点大中型钢铁企业的盈利状况远不如行业总体水平,并呈逐月下降态势,尽管实现利润增长34%,但也仅有28亿元,销售利润率为0.19%。5月当月,86家重点大中型钢铁企业仅实现利润1.5亿元,连续5个月环比下滑,其中34家亏损,亏损面高达40%。(六)钢铁行业固定资产投资增幅明显回落。2013年1-6月,钢铁行业固定资产投资3035亿元,同比增长4.3%,其中黑色金属冶炼及压延投资2356亿元,同比增长3.3%,比2012年同期回落6.1个百分点;黑色金属矿采选投资679亿元,同比增长7.8%,增速大幅回落15个百分点。钢铁生产的主要原材料包括铁矿石、锰矿石、铬矿石、石灰石、耐火黏土、白云石、同城菱铁矿等矿物的原矿及其成品矿,人造块矿,铁合金,洗煤、城焦炭、城煤气及煤化工产品,耐火材料制品,炭素制品等。



聚金属制品(保定市分公司)成立以来,以“让聚金属制品(保定市分公司)走向世界”为目标,坚持“实用、耐用、节能、”的生产理念,不断引进国内外技术,致力于 不锈钢木纹转印栏杆价格、防撞护栏立柱价格、复合管防撞栏杆价格、桥梁防撞栏杆价格的研发和制造。


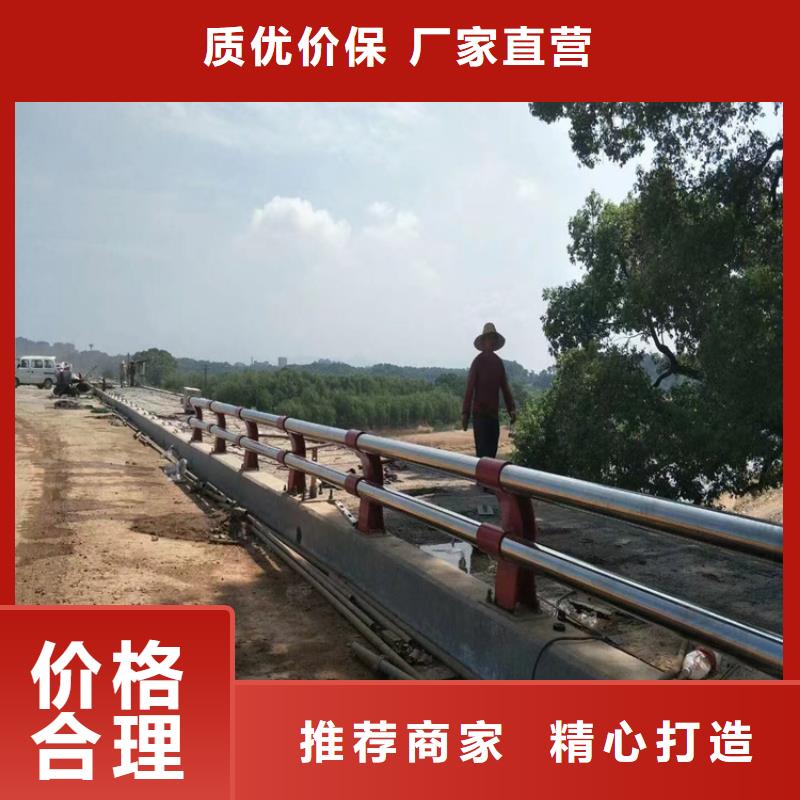
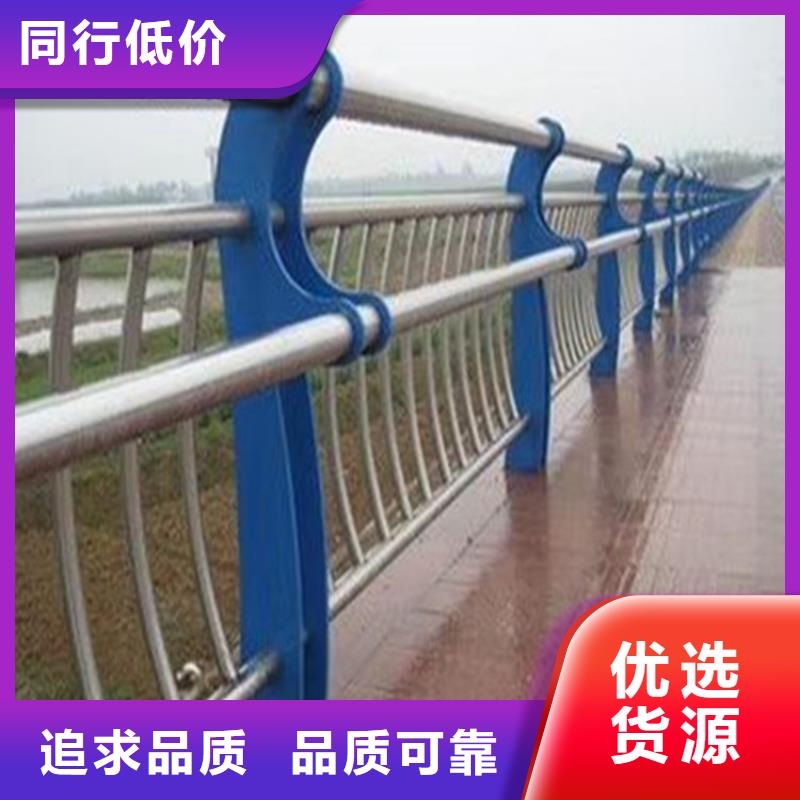
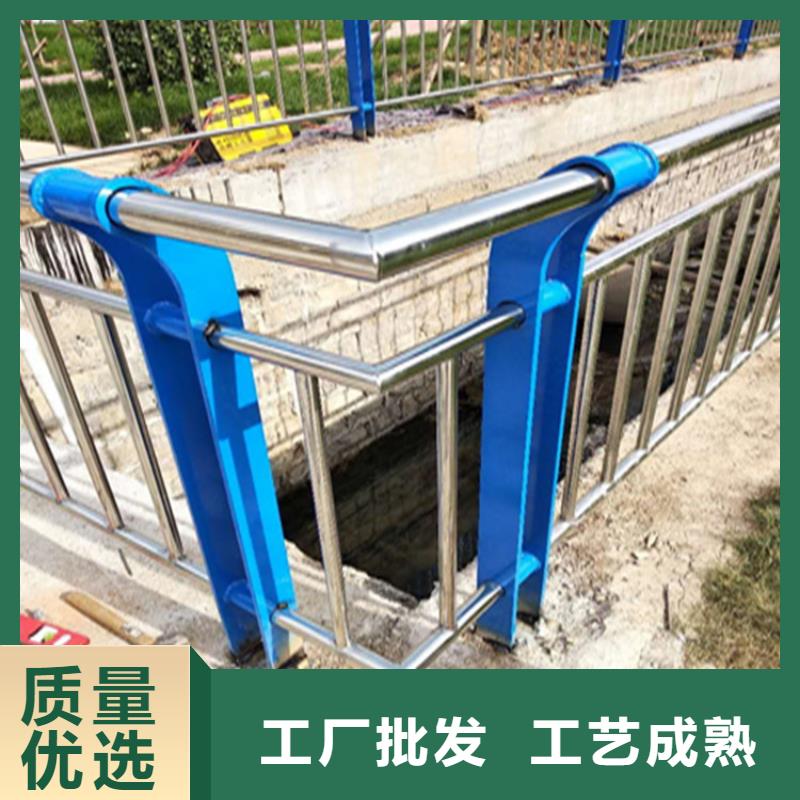
热镀锌桥梁护栏
三、质量标准
1、所有构件下料应保证准确,构件长度允许偏差为1mm.
2、构件下料前必须检查是否平直,否则必须矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件必须放置的位置准确.
5、焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6、焊接完成后,应将焊渣敲净。
7、构件焊接组装完成后,应适当用手持机具磨平和抛光,使外观平顺光洁。
四、应注意的质量问题:
1、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3、表面气孔:焊接部位必须刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。



热镀锌桥梁护栏的话是20℃~30℃。1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.

