
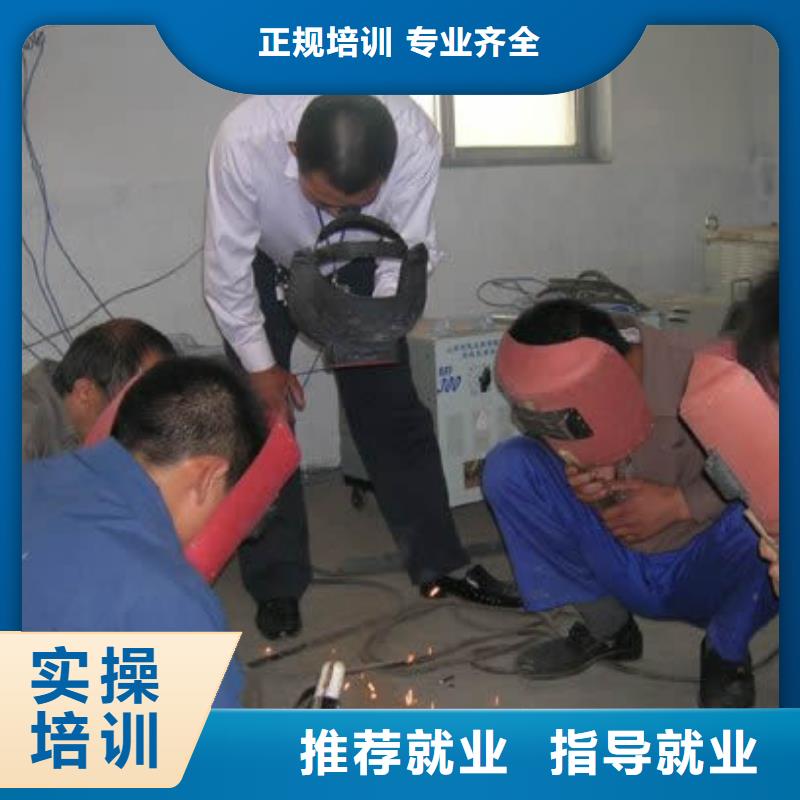










看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度电弧距离是焊条的直径主要是手要稳不要抖焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
1、埋弧自动
2、速热自动对接焊
3、超薄金属板材点焊
4、大型船体焊、车体焊、锅炉焊
5、钢材的型号认识与热除理
6、焊条的种类与应用7、冶金学概述
8、焊接缺陷或焊接质量的评估、测定
9、次品的反修工艺
10、项目考察、工程造价评估。
金属成品的三大制作要素是:下料、焊接、验收,其中“下料”是合格产品的重要保障,也是成品加工中重要的一环。它能直接影响到产品的质量也直接影响着下一程序的能否进行,所以我校为了更好地履行职业技术学校“学以至用”的办学宗旨,特别设置了管工专业,它包括:1、识图、2、放样、3下料、4校对、5分割、6矫正、7组装等重要步骤。通过大量的理论结合实物操作,把焊接前相关的工序全部熟练地理解、掌握和应用。 
气焊:
是利用气体燃烧火焰作为热源的一种熔化焊方法,气焊可以焊接平、立、横、斜各种空间位置的焊缝。
气焊主要采用对接接头,而角接接头和卷边接头只在焊接薄板时使用,很少采用搭接接头和T型接头,因为这种接头会使焊后产生较大变形。焊接前,必须重视对焊件的清理工作,清出焊丝和焊接头处的油污、铁锈及水份等,以保证焊接接头的质量。
氩弧焊:
是以氩气作为保护气体的一种气体保护电弧焊方法。
由于氩气是一种惰性气体,它不与金属起化学反映。被焊金属中的合金元素不会氧化煤损,而且在高温时不溶解于液态金属,使焊缝金属不易产生气孔。同时氩气对电弧和熔池金属的保护是有效和可靠的,可以得到较高的焊接质量 
气焊、气割、电焊设备的使用与操作,注意事项等,以操作为主。
一、焊条电弧焊的焊接过程
开始焊接时,在焊条与焊件之间,先接短路,然后立即起焊条到一定距离,将电弧引然,在电弧的高温作用下使药皮、焊芯及工件熔化,形成熔池。
焊条的焊芯熔化时,是以熔滴的形式向熔池过渡的。药皮熔化过程中产生的气体充满在电弧和溶池周围,产生的熔渣覆盖在液体金属上面,起着保护液态金属的作用,同时和熔化了的焊芯、母材发生一系列的治金反应,这种反应能精炼焊缝金属,提高焊缝质量。

