

以下是我们上传的竞秀20G厚壁无缝钢管厂家实拍视频,您可以点击观看。
以下是:竞秀20G厚壁无缝钢管厂家的图文介绍


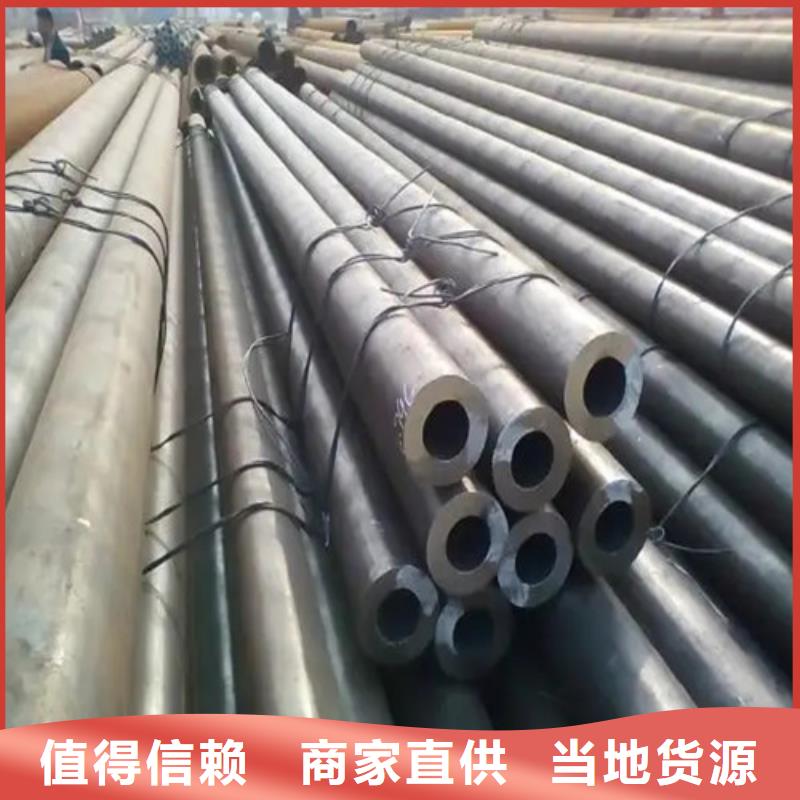
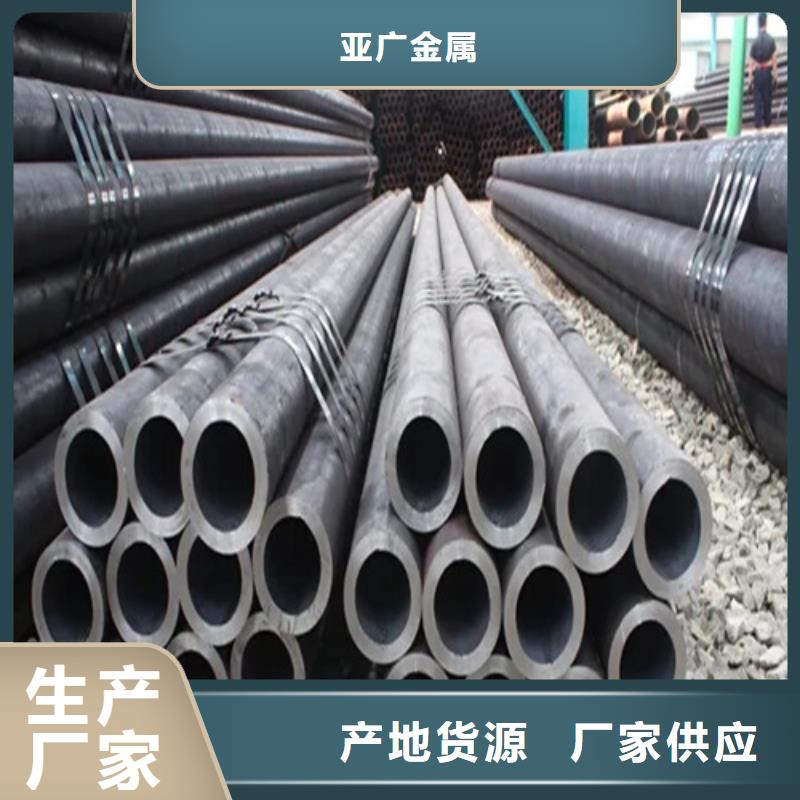
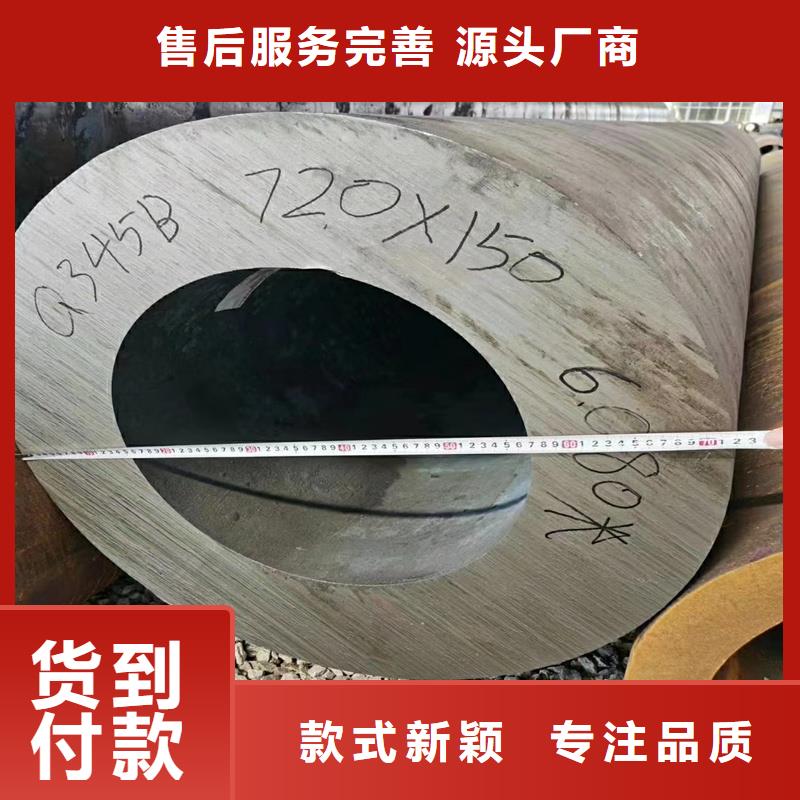
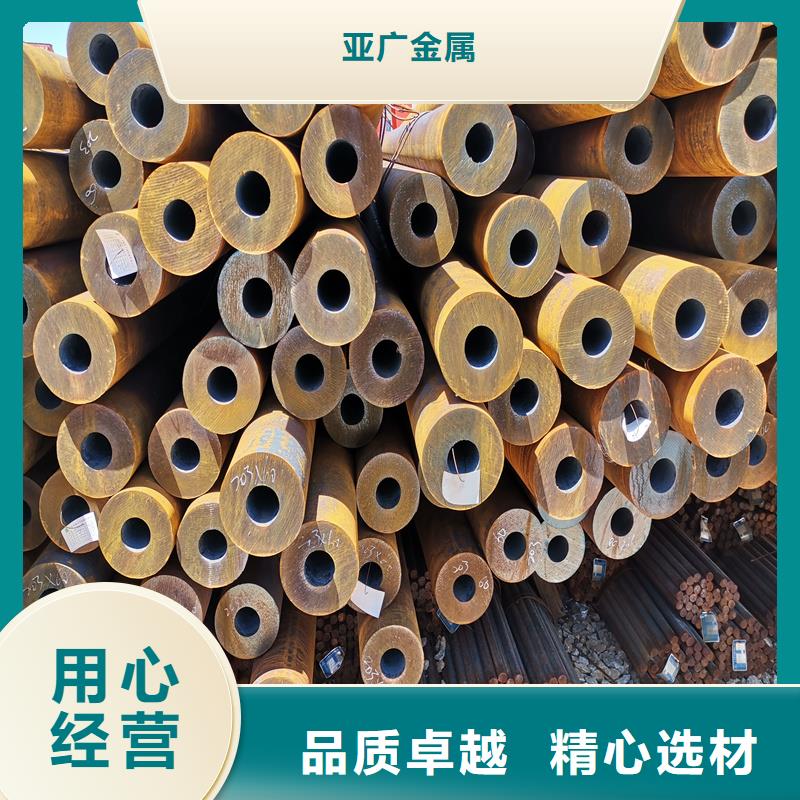
工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装。制造工艺:热轧、冷拔、热扩。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



冷轧(拨)无缝钢管的分类: 冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 ②冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


其次,因为无缝钢管的种类和生产批次较多,在存放的时候要做到统筹合理安排,做到先进先出。而且要按不同品种材料分别堆放,防止混淆和相互腐蚀。后,要做好无缝钢管入库后由专人经常检查。检查项目包括:库房的防水、通风情况,无缝钢管表面清洁工作。定期检查清楚隐形隐患。 首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。 酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且钢管在制造过程中,经过多道工序后,如果稍微不注意,都会在钢管表面留下伤痕,使零部件抗 腐蚀性能降低,直接影响使用寿命。



亚广金属(保定市分公司)恪守顾客至上, 精密钢管质量优良,价格合理 的宗旨。承蒙各界朋友的协助与支持,我公司将不断发展壮大。全体员工热诚欢迎海内外客商前来参观访问

