
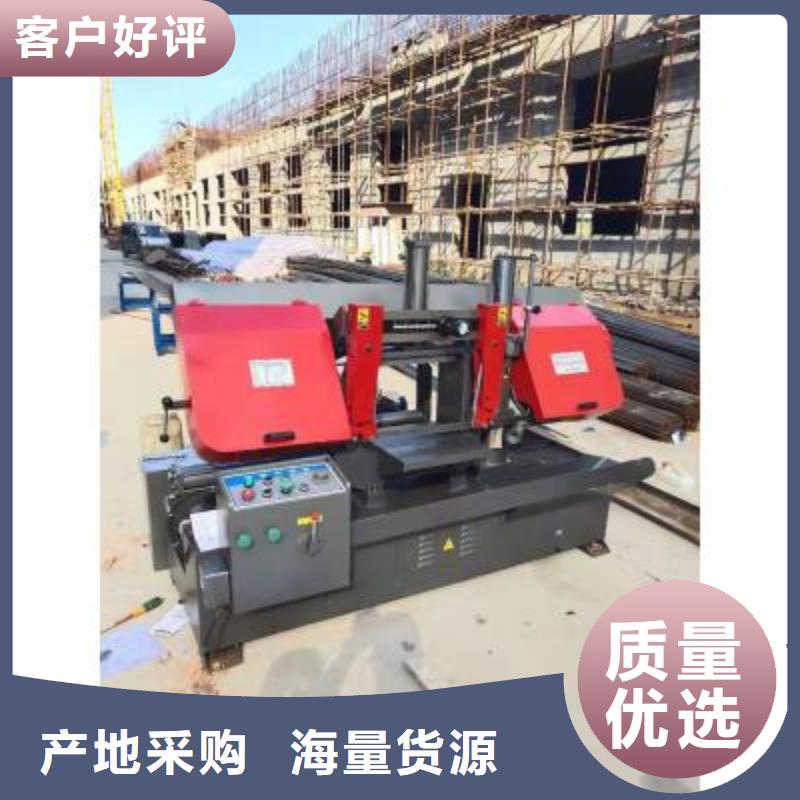






2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。3、卧式机头设计:内部筋条加粗加大,强化结构刚性,大幅提高加工稳定性。4、机床外防护采用全封闭结构设计,可靠。5、机床操作系统采用人体工程学原理设计,操作方便全自动钢筋直螺纹滚丝机床适合各种直螺纹产品的滚丝加工,我司可根据客户特定的产品进行设计全自动滚丝加工,这也是我司的技术优势所在,一般长轴类产品适合使用料斗等自动化送料机构来实现全自动滚丝加工,而短轴类零件则比较适合振动盘等自动送料机构来实现全自动滚丝加工,一般均采用PLC配合控制气缸等进行全自动送料。滚丝机应定期进行保养,滚丝轮和剥肋刀也要更有定期检查保养。全自动钢筋直螺纹滚丝机床只需将几百个工件放进振动盘或料斗中(一般短料适合振动盘等自动送料,长料适合料斗等自动化送料加工)即可实现工件的全自动滚丝加工,一人可看多台,加工效率高,也不需人工上下料,工人劳动强度小,一般一人看4--6台也很轻松,技术全在设备上。对工人也没多少要求,简单培训即可上岗。,我们是做数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机,
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。

切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
<长沙>建贸机械有限公司 长沙数控钢筋锯切套丝打磨生产线价格合理
