
钢板喷漆无缝管现货快速采购视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢板喷漆无缝管现货快速采购的图文介绍
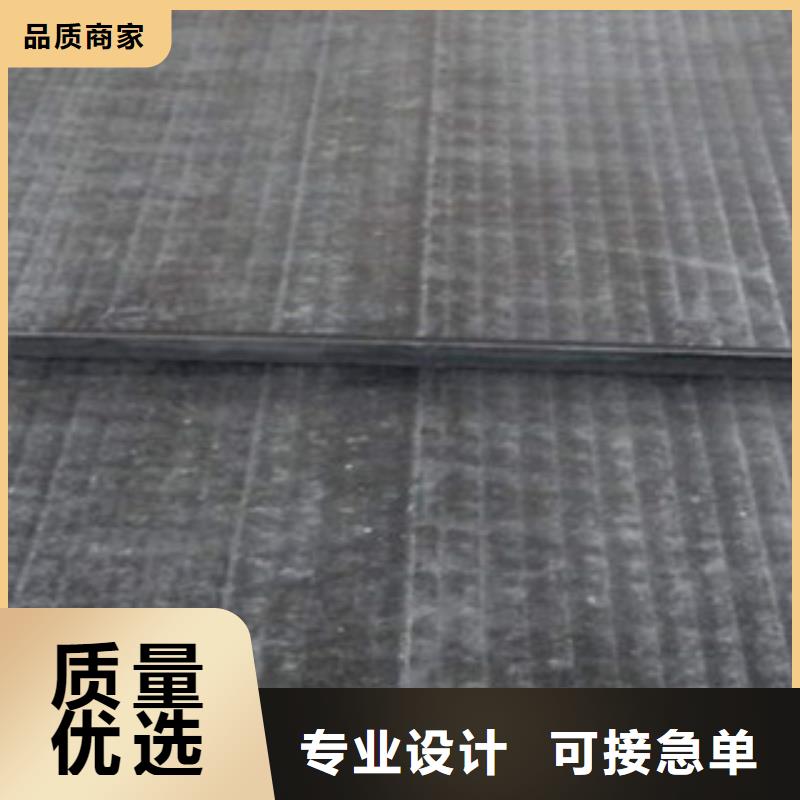
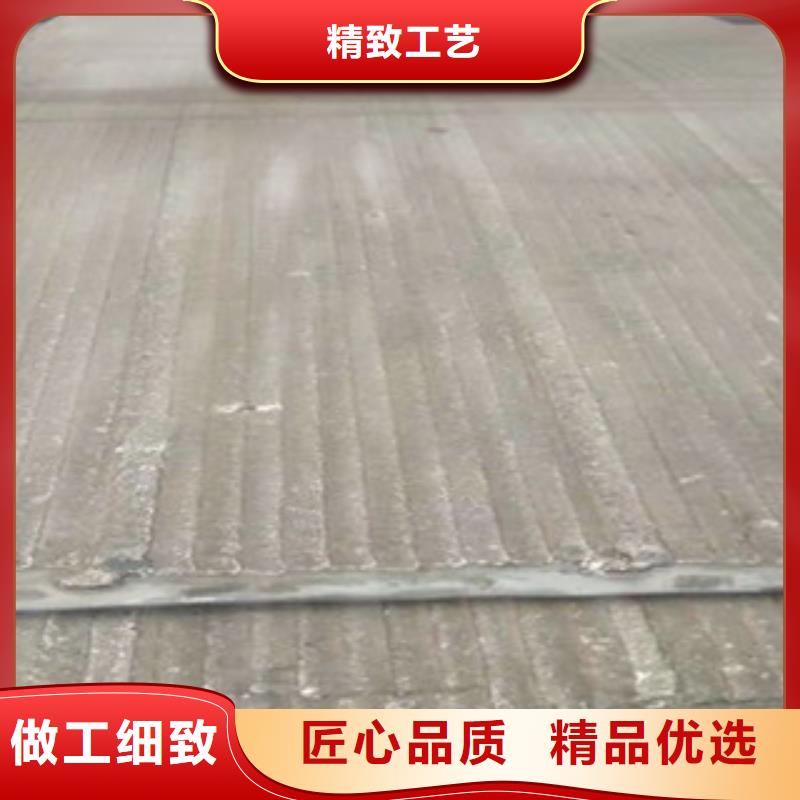
复合耐磨板是应用粉末冶金复合技术和硬堆焊工艺,通过碳极电弧和堆焊专用设备,在塑性很好的普通低碳钢或低合金钢板上堆焊高硼系合金铸铁材料制作而成,并可依客户要求和不同工况条件制 作出不同厚度复合耐磨层,复合耐磨层由于是电弧熔接应力分散,表面产生细裂纹,此裂纹不会扩散至基板,不影响耐磨性能,此 制作。
复合耐磨钢板生产快速
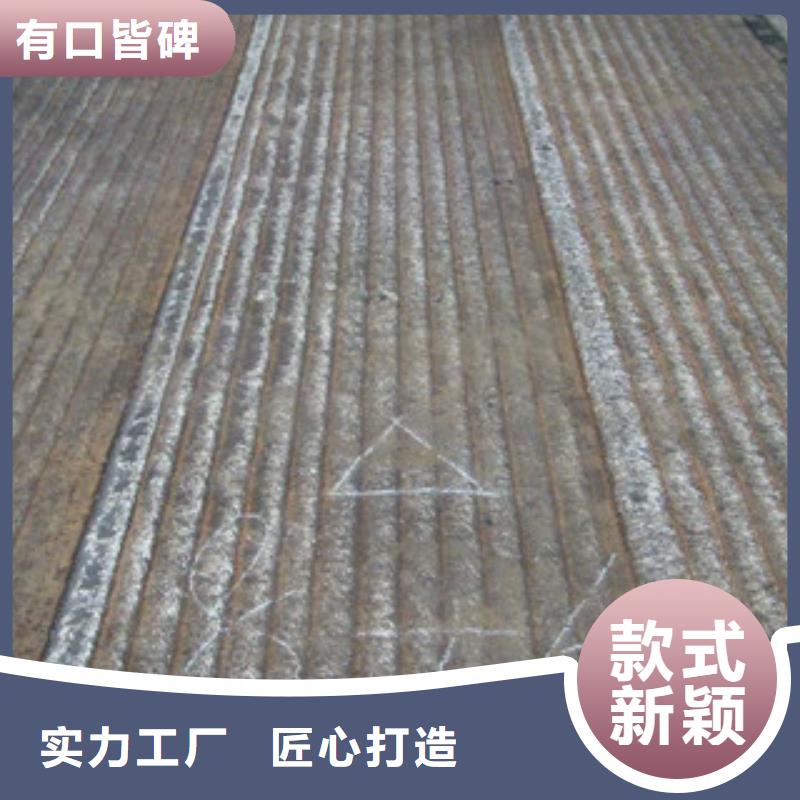
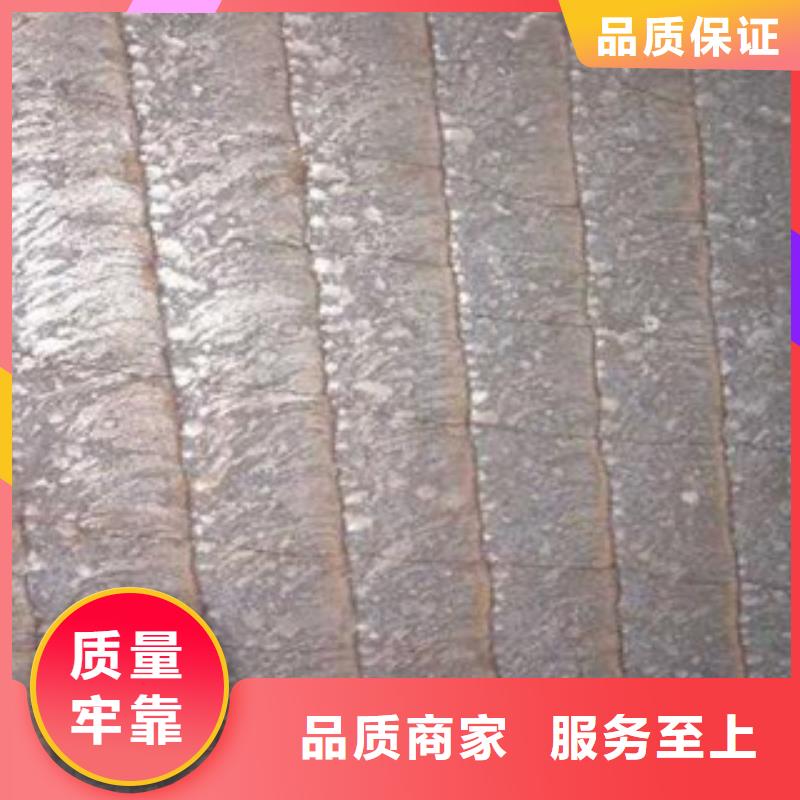
复合耐磨钢板综合性能如下:
1、超常抗磨性能比:磨损试验表明碳化铬堆焊耐磨复合钢板的耐磨性比普通钢板高10-30倍,比铸造不锈钢、高锰钢高5倍,比铸态高铬铁高1倍,与陶磁大致相等。HRC≤63


4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
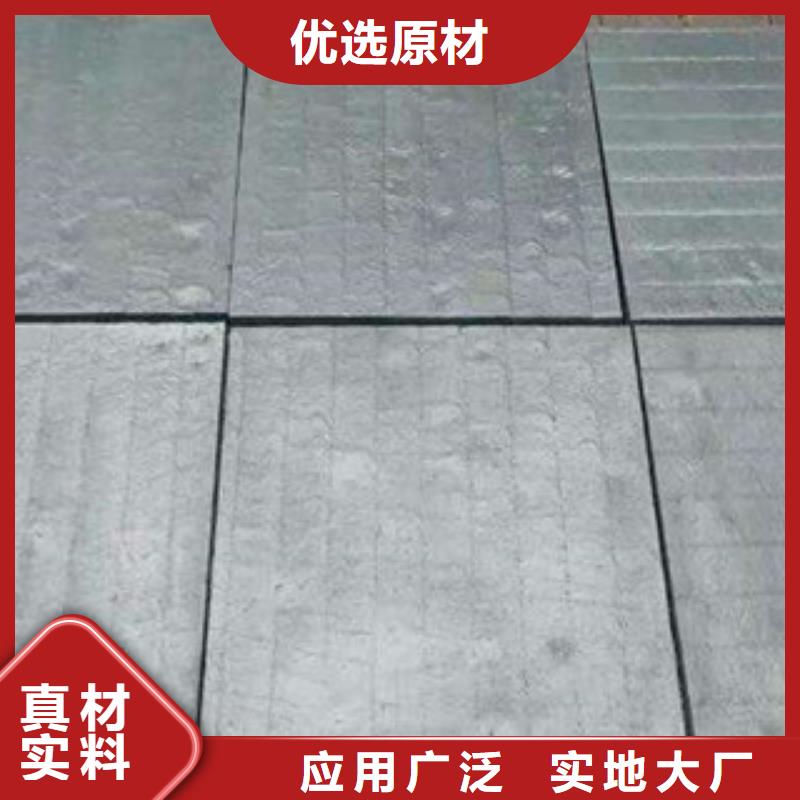
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。



鑫铭万通商贸(潮州市分公司)是广东潮州本地一家有较大规模的现代化 石油裂化管企业。 石油裂化管产品实行严格的科学管理和完善的检验制度,限度的满足用户的需要,特殊规格可按样品、视图纸制造, 石油裂化管产品深受国内外客户好评。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



