
不要犹豫,点击播放我们的槽钢热轧钢板厂家直营产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
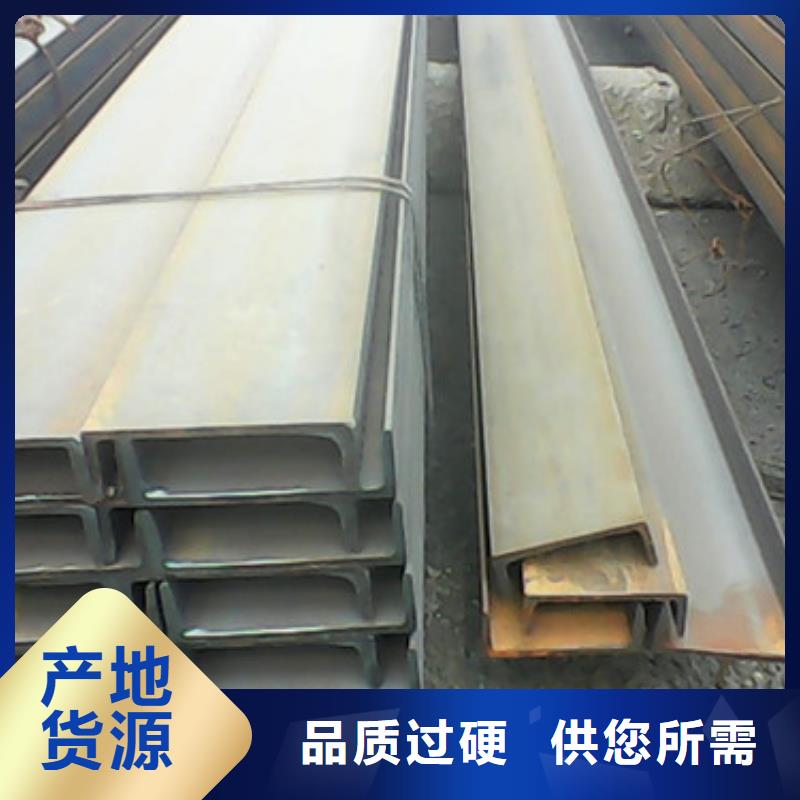
以下是:槽钢热轧钢板厂家直营的图文介绍

不锈钢板焊接对原材料的挑选规定较为高,由于假如原材料的焊接特点不太好,那麼是还难进行焊接解决的,即使凑合干了焊接,那商品也不太好用。不锈钢板材的热融性和传热性要优良,由于在焊接以前,要将两一部分的304不锈钢槽钢的焊接处高溫解决,使其熔融,有利于焊接。焊接实际效果是不是好,关键焊接技术性有关联,焊接工作中一定要仔细惊细。焊接弧的挑选也较为关键,在焊接工作上,挑选不一样主要参数的焊接弧,其焊接时溅出出的沉渣状况大不一样。假如大伙儿想降低溅出的原材料沉渣量,能够试一下汽体维护钨机电工程焊接弧,对比于汽体维护金属材料焊接弧而言,它溅出沉渣的状况大大提高许多。焊接造成的晃眼白光灯会对双眼导致损害,工作员要随身携带技术专业的眼罩,以避免双眼负伤。的焊接实际操作是基本上不留有哪些显著的焊接印痕的,因此在焊接实际操作时,特别是在要留意不必毁坏304不锈钢槽钢的原膜,以防留有显著的损伤印痕。此外,引弧都是一项十分关键的每日任务,在焊接铝型材时,要如今焊缝上边“引弧”,这般才可以将焊接的工作中印痕熔于焊接间隙当中,表层不留有哪些显著的印痕。


针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。 针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。 通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。



金宏通钢管(滁州市分公司)主营 方矩管。公司经营多年来,“以诚信求生存,以质量谋发展”为宗旨,我公司不断引进高素质人才,打造自己的营销队伍,争取在业内创造丰碑。长期现货供应,厂家直销,工艺精湛,产品质量保障,凭着诚信为本,科学生产,严格管理,完善服务的企业宗旨,依靠的企业员工精心打造国际品牌和产品,我们竭诚与国内外新老客户紧密合作共创企业辉煌的明天。


1、产品成份配比原因:一些厂家为了削减出产成本,然后削减一些比方铬、镍等重要元素的份额含量,而增大其它比方碳元素等的含量,这种未严厉依照产品型号、产品特征来进行成份配比的出产现象,不只令产品质量大打折扣,比方,304不锈钢槽钢铬元素的含量缺乏时,不只影响产品的耐腐蚀性和成型性,用于化工、设备、出产职业时便存在潜在的产品质量隐患;一起,也影响产品的外观及抗氧化功能。
2、出产工艺原因:这是导致产钢制品发作氧化的原因之一,从出产工艺和产品特性来讲,在产品外表构成一层薄的氧化膜是防止发作发作氧化的根底工艺,也是钢制品差异于其它304不锈钢槽钢钢铁制品的主要特点之一,但是由出产工艺缺乏或疏忽而导致体现氧化膜不完整、不接连时,空气中的氧便直接与产品中的一些元素发作了氧化还原反响,然后导致产品出现体现氧化现象。
2、出产工艺原因:这是导致产钢制品发作氧化的原因之一,从出产工艺和产品特性来讲,在产品外表构成一层薄的氧化膜是防止发作发作氧化的根底工艺,也是钢制品差异于其它304不锈钢槽钢钢铁制品的主要特点之一,但是由出产工艺缺乏或疏忽而导致体现氧化膜不完整、不接连时,空气中的氧便直接与产品中的一些元素发作了氧化还原反响,然后导致产品出现体现氧化现象。



