



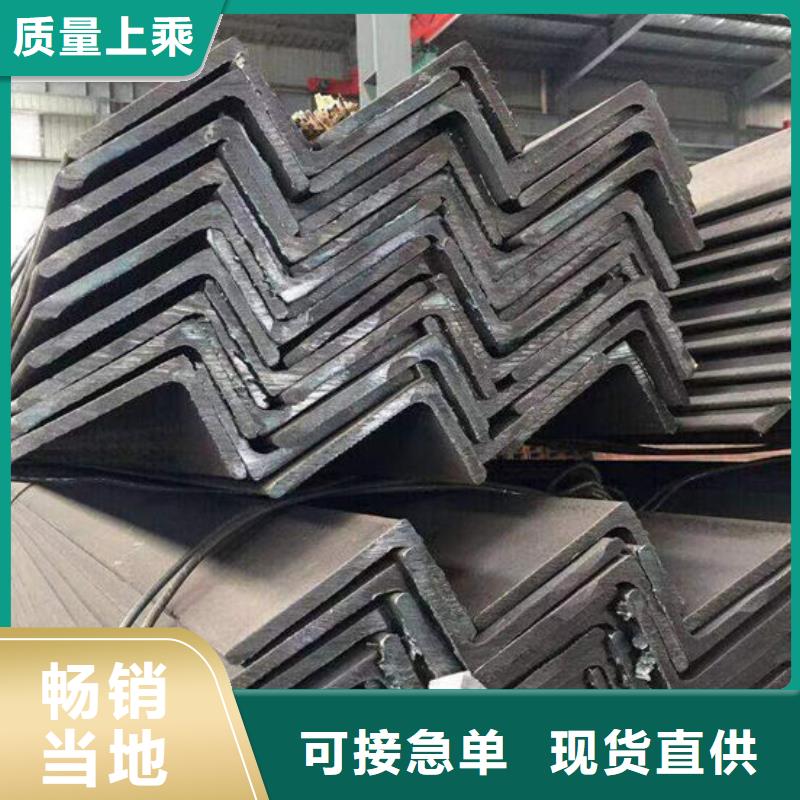






大连直缝钢管的生产工艺较为简单,主要生产工艺为高频焊大连直缝钢管和埋弧焊直缝钢材;大连直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于大连直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的大连直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径大连直缝钢管的工业生产中,采用了T形焊接技术,即一小部分大连直缝钢管被对接连接,以满足工程所需的长度;T形大连直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和大连直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
从焊接工艺来看。不管是大连直缝钢管还是螺旋管,这两者的焊接方式都是相同的。但是在实际的焊接过程当中,直缝焊管往往会出现大量的T形焊缝,在这样的焊缝的地方,往往会有一些残余应力,虽然这对使用没有太大影响,但是也正是因为这些残余应力加大了大连直缝钢管出现裂缝的可能性。从根本上来说,大连螺旋钢管或者大连直缝钢管都是焊接钢管的一种,因为两者的优越性能,这两种钢材广泛的应用在各项工程当中,当然因为两者生产工艺不同,在实际的使用过程当中还是有很大的区别的,直接导致了两种钢管的使用范围有了很大的不同。相对于大连螺旋钢管来说,大连直缝钢管的制作工艺要简单很多,大连直缝钢管的生产工艺主要分为两种,一种是高频焊接大连直缝钢管,还有一种是埋弧焊大连直缝钢管。正是因为大连直缝钢管的生产工艺简单的这些特性,所以大连直缝钢管的生产效率很高,成本较低,而且发展的速度也是十分迅速。
大连圆钢热切加热炉的特点:1、大连圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、大连圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、大连圆钢钢材热切加热炉节能环保,卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、大连圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、大连圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。
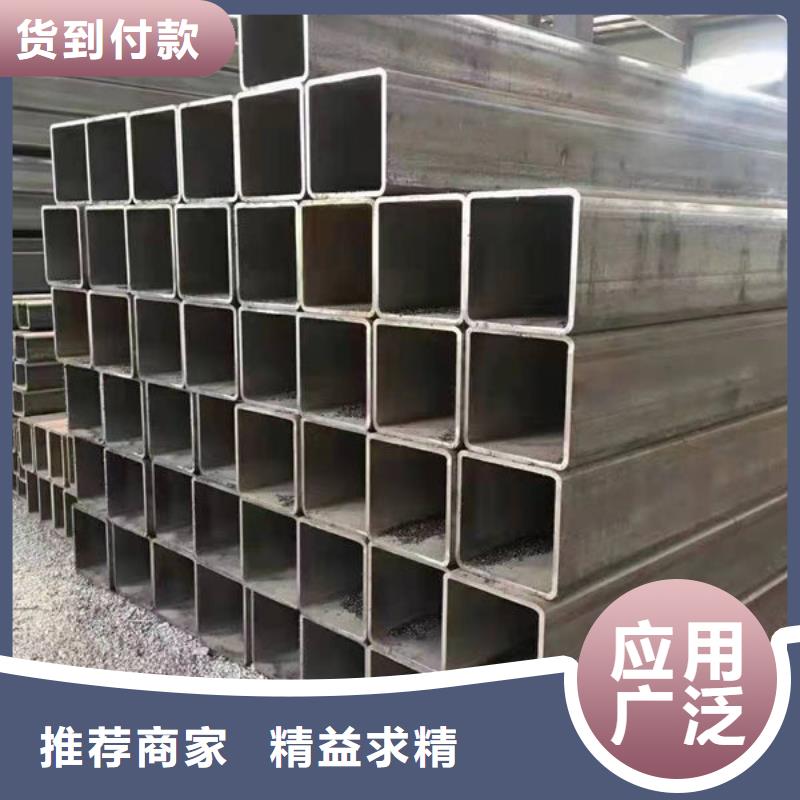
大连方形管常用规格(axbxt) 45a——q345d) 180*1 12 90* r /> 280*28 sp; 40*40*3- 4-14 50*50*4-8 30* -30 90*90*4-12&nbs r /> 2、矩形管常 a——q345d)500*60 -10 40 bsp; 140*80*4-12 &n bsp; 30*50*3 br /> 300*1 0 bsp; 60*40*4-8 &nbs本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。 近年来,铁路客运的 速度一直在提高,从250km/h到目前的350km/h,这对高铁所用的相关材料提出了新的苛刻要求。其中,扣件系统作为固定轨道和枕木的零件,其质量的好坏关系着高速铁路的问题。扣件系统中 重要的一部分是条。影响条疲劳寿命的因素较多,如热时产生的折叠、裂纹、热方法不当及元素偏析等,钢材在热过程中的脱碳都会损害条的疲劳性能。
