

别再等待了,仅仅一分钟,就能通过我们的精密钢管35号精密钢管专业生产制造厂产品视频探索到无数令人心动的细节和亮点。
以下是:精密钢管35号精密钢管专业生产制造厂的图文介绍



常规正火工艺可完全无锡精密钢管的魏氏组织,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。



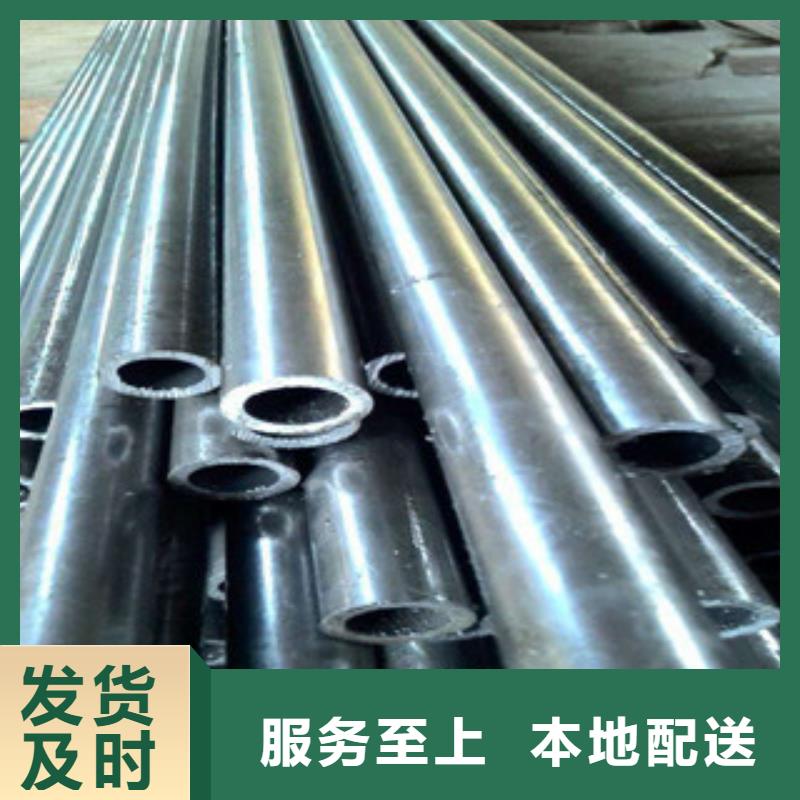
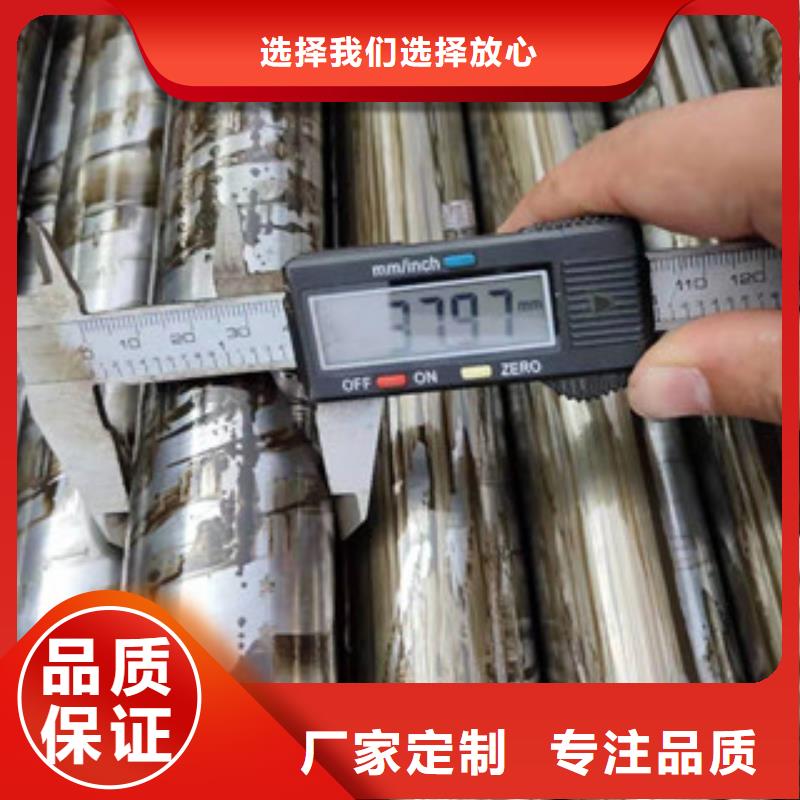
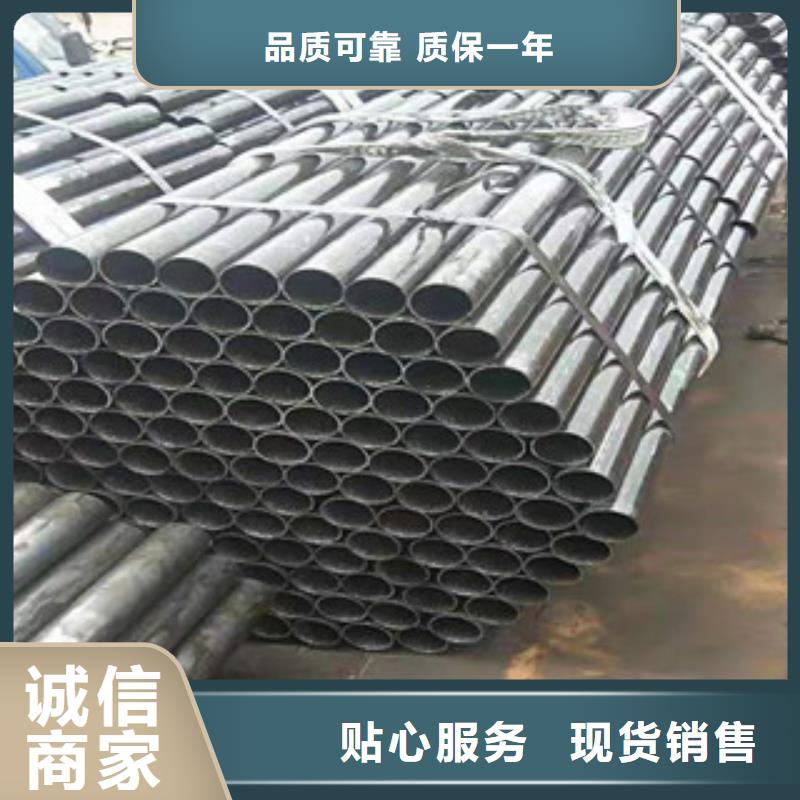
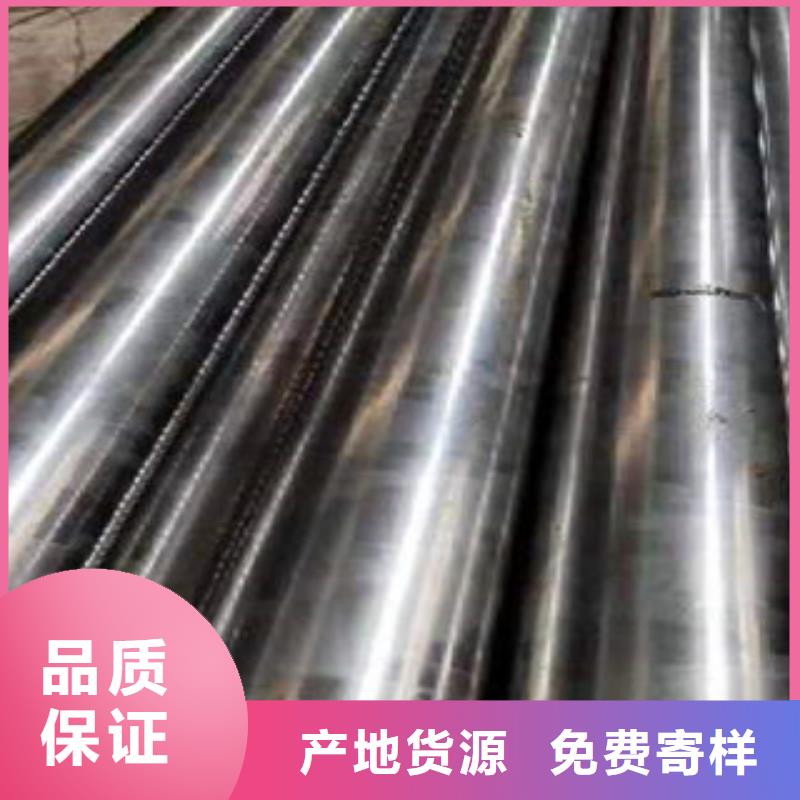
精密钢管优于普通管道材料的地方,便在于这种类型的管道材料拥有更高的精密度,同时,精密钢管在质量和外观方面,也同样具有显著优势,因此这种类型的管道材料即使是在一些比较特殊的领域中,同样也有广泛的使用,内壁无氧化层是这种管道材料的一个 特点,不但能承受高压,不担心泄漏的问题,同时这类型管道材料的精密度和光洁度也是非常不错的,即使是在冷弯的状态下,也不会担心变形,所以,这类型的管道材料才会被市场所认可。现在市面上大多数的精密钢管,化学成分主要由有碳、硅、锰、硫、磷、铬几种,拥有稳定的性状,优势非常显著。从用途方面看,精密钢管的优势也同样是非常显著的,这种类型的管道材料在汽车制造行业,电力石化以及航天船舶等等领域中。精密钢管的处理技术和普通的管道材料类似,也是冷轧和热轧两种方式,只不过在具体的操作流程方面,还是有很多的不同之处,比如在进行加热之后,需要再分别进入粗轧机、精轧机, 再控制轧制,整个流程相对而言还是比较复杂的,在完成之后,必须要进行出厂检测,这样才能保证这种管道材料的质量。


江泰钢材(德州市分公司)主营 气密门。本公司拥有从专业开发,经营管理到市场营销的精英人才,从产品设计开发,技术创新、到营销能力都在同行业中处于翘楚地位。合理的产品价值,使公司的产品供不应求,赢得用户的良好赞誉。江泰钢材(德州市分公司)以“质量、 质量、再质量的高要求品质意识”诚邀天下客商,携手共进,共同创造美好未来。



孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
