


为了给您提供更的异型管 3PE防腐管规格齐全产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:异型管 3PE防腐管规格齐全的图文介绍
乐道精密钢管厂家(定海区分公司)秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 工业螺旋管科技开发力度,已经成为 工业螺旋管行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。



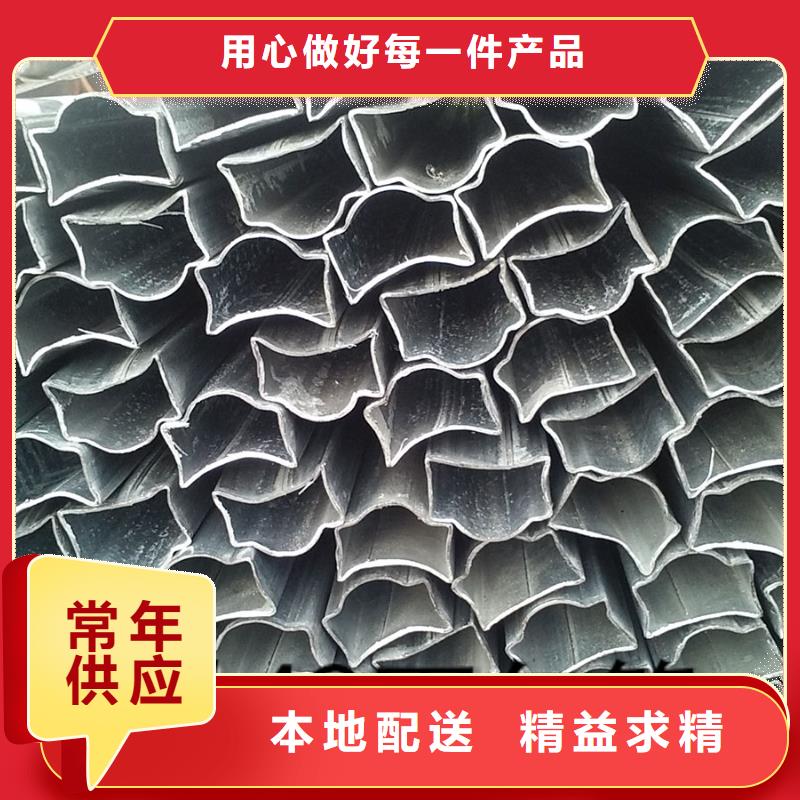
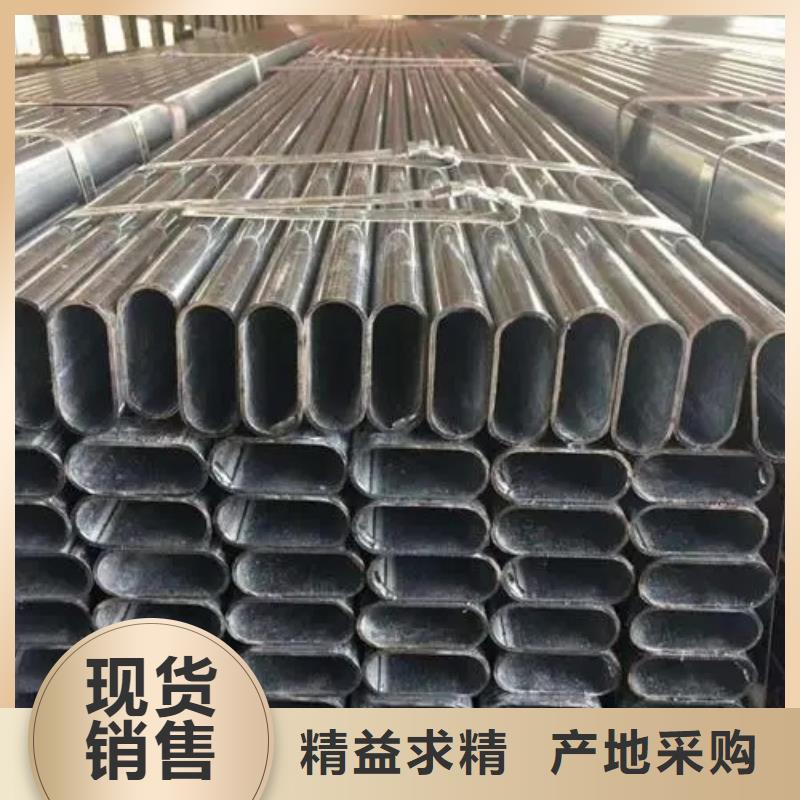
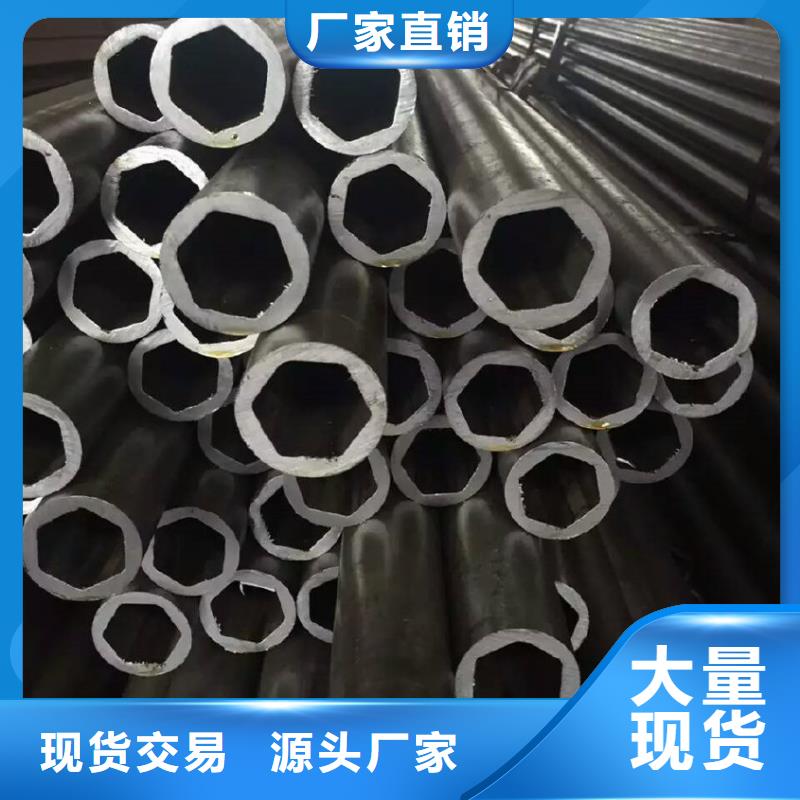
异型管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19 世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着异型管工业在品种、产量和质量上的发展。异型管:用拉拔机冷拉出来精制无缝不锈异型管;异型管 :用冷扎钢机冷扎出来异型管(精度:没有冷拉高、异型管:要生锈)。冷轧精密无缝异型管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝异型管。
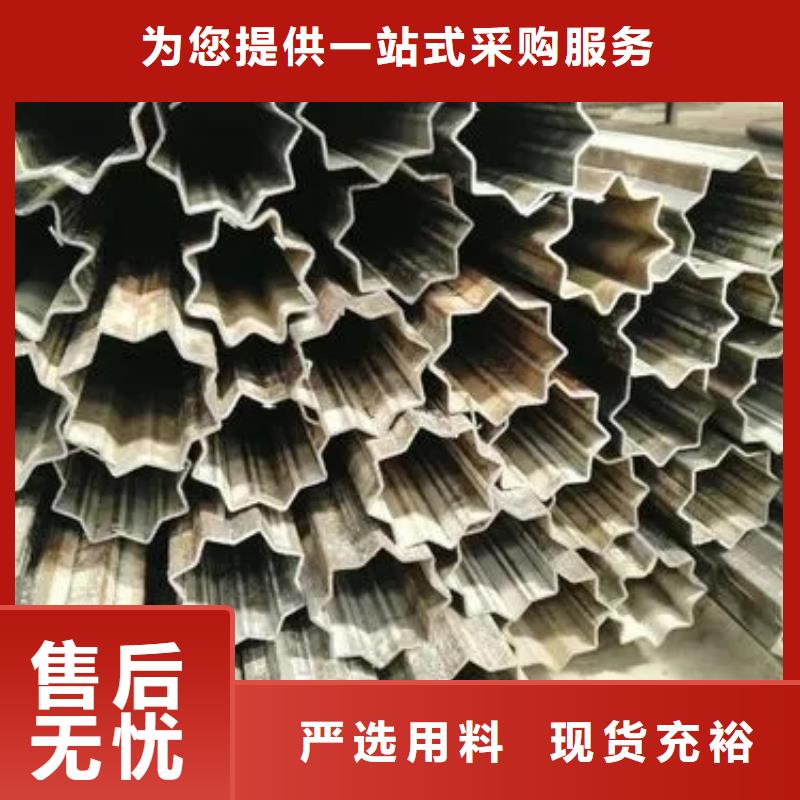
异型管成型的方式,也就是异型八角钢管成型的弯曲。异型八角钢管弯曲分为两种,一种异型八角钢管的弯曲,异型八角钢管钢管变薄,真正的弯曲使得异型八角钢管弯曲,在异型八角钢管型钢管的长度方向的弯曲生产异型八角钢管厂家方式,两种基本方式矩形管生产方形和异型钢管成型,根据不同产品的需求,选择合适的工艺配置。需要注意的是,当拉伸和压缩,对产品质量的印象,或导致的方矩形管变形。真正厂家销量弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型八角钢管的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,和金属含量将因为拉伸减薄。空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以钢管出货一般,压缩或增稠效果。


异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。



