



东莞天燃气管道厂家服务热线 <东莞>润星电力管材有限公司
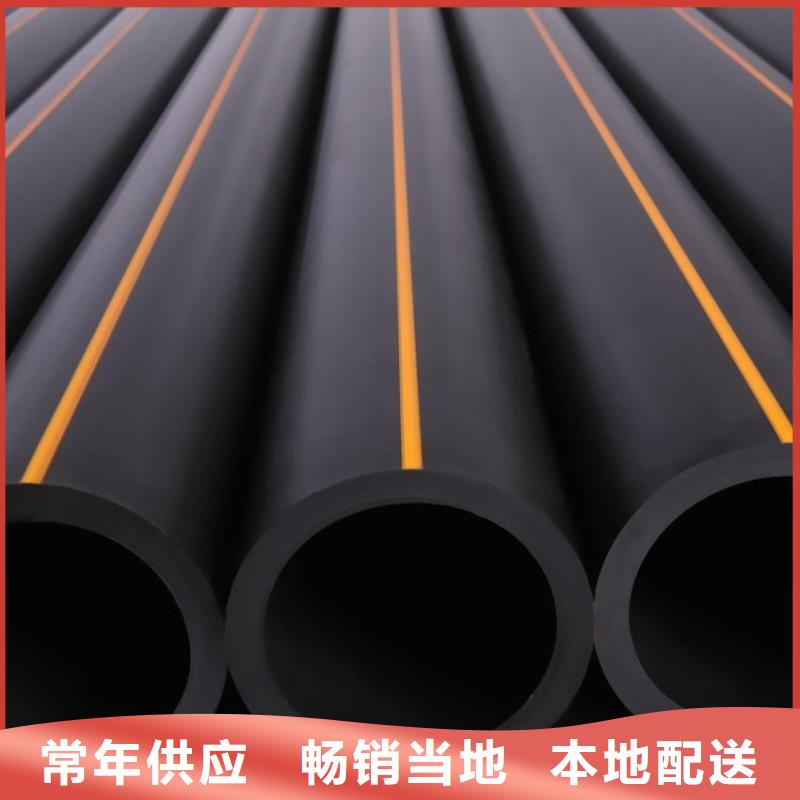
我公司的东莞PE燃气管管材分SDR11和SDR17两种系列,SDR11表示管材的公称外径de与管材公称壁厚en的比值为11,同样SDR17表示管材的公称外径de与管材壁厚en的比值为17。公司生产的直管一般生产 6 米,9米 或 12 米 ,也可根据客户的要求供货。 外径小于 63mm 的管材还可以盘卷,长度可为 50 米 、 100 米 或 150 米 ,也可根据客户要求供货。燃气用埋地聚乙烯PE管道执行标准:GB 15558.1-2015燃气用PE管材是传统的钢铁管材燃气的换代产品。东莞PE燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。东莞PE燃气管输送天然气、液化石油和人工煤气时,其设计压力不应大于管道***大允许工作压力,***大允许工作压力应符合下表的规定。
 东莞天燃气管道厂家服务热线
东莞天燃气管道厂家服务热线
东莞PE燃气管电熔连接的操作步骤:1、焊接前需先测量并标记管材插入深度,并刮除要焊接的区域的氧化层;2、清洁管材与管件表面,确保表面干净和干燥,且没油污;3、将管材连接端插入接口至管材的标记深度处。4、东莞PE燃气管取出电熔管件并使电极接头朝上,把管材固定到机架上,校直管件并保证在同一轴线上。5、根据电熔机上的标识说明设定电熔机的连接参数或直接扫描条形码输入连接参数;6、完全确认后,按启动键接通电极插头,开始熔接至规定时间;7、东莞PE燃气管电熔完成后,需要冷却到规定时间才能断开电极插头,再进行下一个连接。

东莞PE燃气管热熔连接:热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。连接时的加热时间、加热温度、保压压力、冷却时间应符合管材、管件生产厂家的规定,保压冷却期间不得移动和施加外力,否则会使还没有达到***大耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边。否则接触面积减少,强度减弱。东莞PE燃气管电熔连接:电熔连接时应保证电熔工具连接正确,通电电流、通电时间的设置应符合电熔配件要求。电熔承插面要求洁净,销铣两端面垂直接合要好,用刀刮除电熔面的氧化层,并使电熔面打毛,增加接触面。管道插入前要标志好插入长度位置,保证足够长度,保证电熔连接面积,增强连接接头的质量。
东莞PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。东莞PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。东莞PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、东莞PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。
