
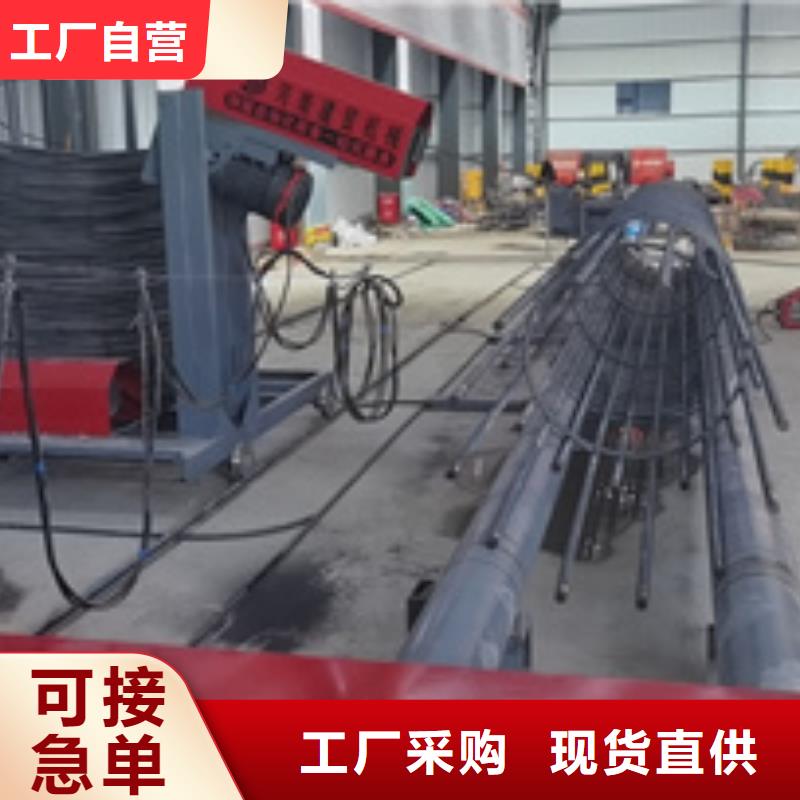

富平双筋钢筋笼绕筋机怎么保养减少了钢筋的浪费:由于人工焊接及加工技术的不成熟,质量达不到要求,会造成钢筋的弃用及浪费;而钢筋笼绕筋机加工焊接的钢筋笼,由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。钢筋笼滚焊机加工速度快: 正常情况下备料及滚焊部分5-7人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子,对于高铁施工中1米桩的笼子曾经有日产75节9米的笼子(675米/天)的生产记录,工作效率非常高。
在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。<抚顺>建贸机械设备有限公司 抚顺市(钢筋笼地滚机)承诺守信
承诺守信")
承诺守信")
抚顺钢筋笼绕筋机安装;1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。3、传动安装;减速机安装在动力基座电机底板上,安装好链条,调整过渡链条松紧(指压松边20-50mm为宜),张紧轮链条尽量绷紧。 布置图4、胶辊安装;打开所有轴承盖并置放于机架下方(轴承盖不能互换),中间向两边开始安装胶辊。注意二个问题;①胶辊轴与轴承套保持同心状态,避免强行配合。②轴承套台肩均朝向中间。5、小车安装;轨道前端超出节机架0.5米,距底座边0.4-1米(中、小直径钢筋笼0.4米)并行安装。电器柜置于轨道外附近。6、组装调试;安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm全长误差30mm。(调定后固定轴承座)7、开工;组装完成后,减速机加机械油(油窗、或箱体一半,以后6个月补加或换油一次),运动部件油打油,连接部位油一星期打一次机油防锈,空车试运行。
承诺守信") <抚顺>建贸机械设备有限公司
<抚顺>建贸机械设备有限公司
承诺守信")
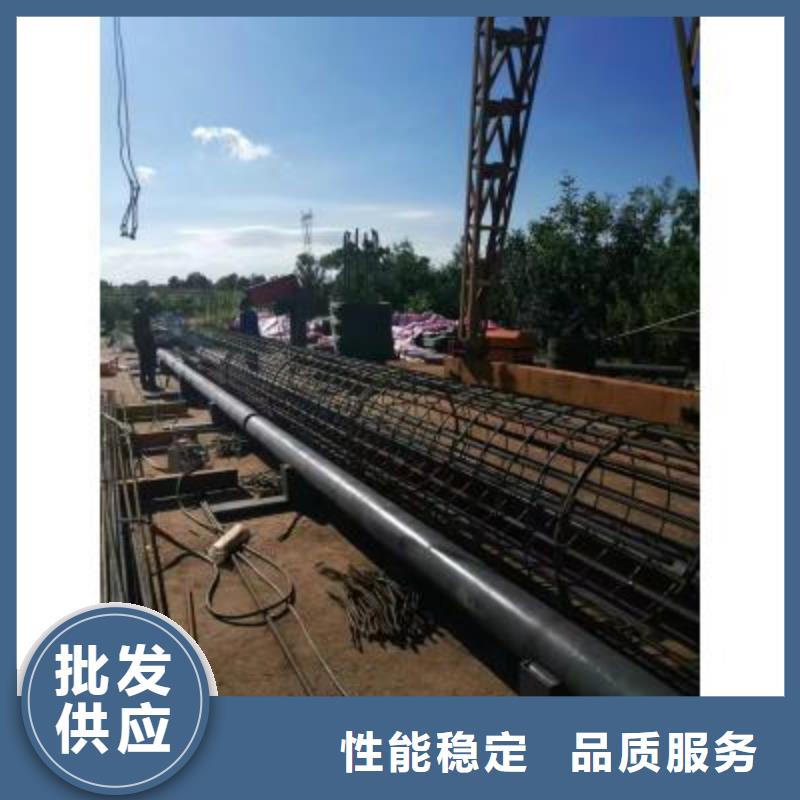
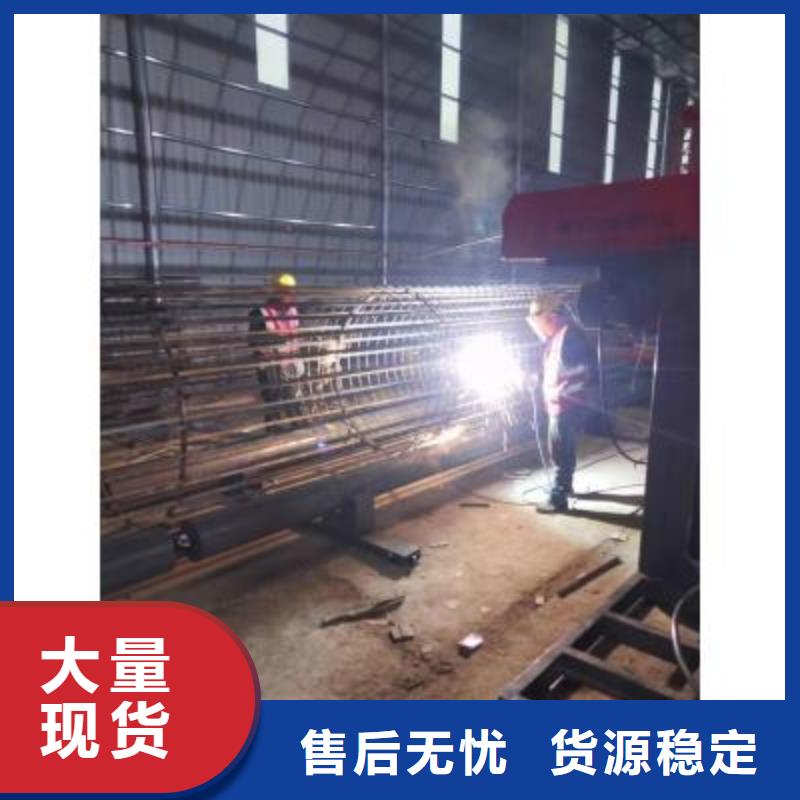
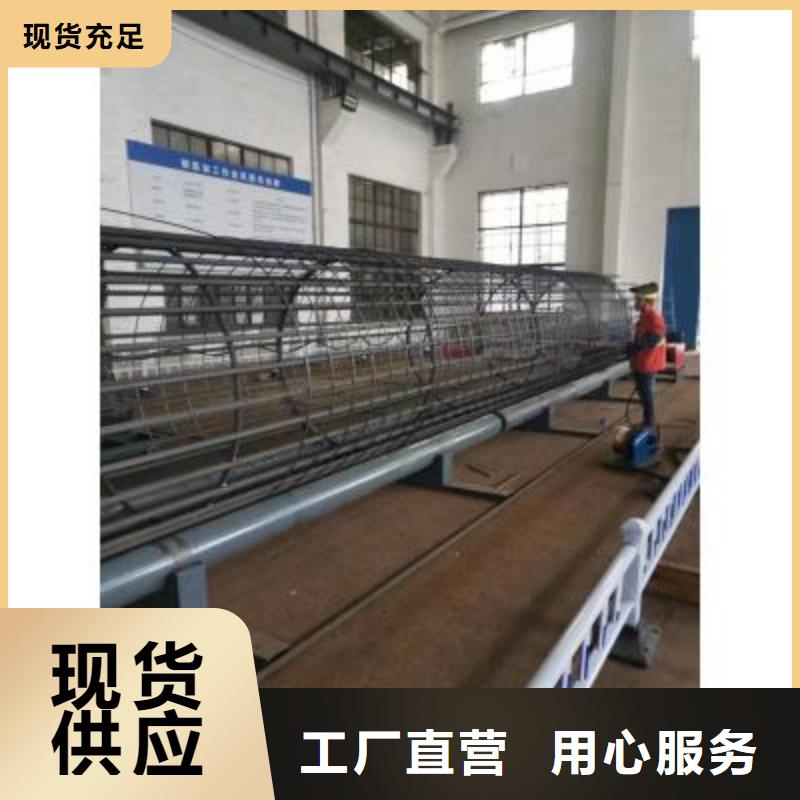
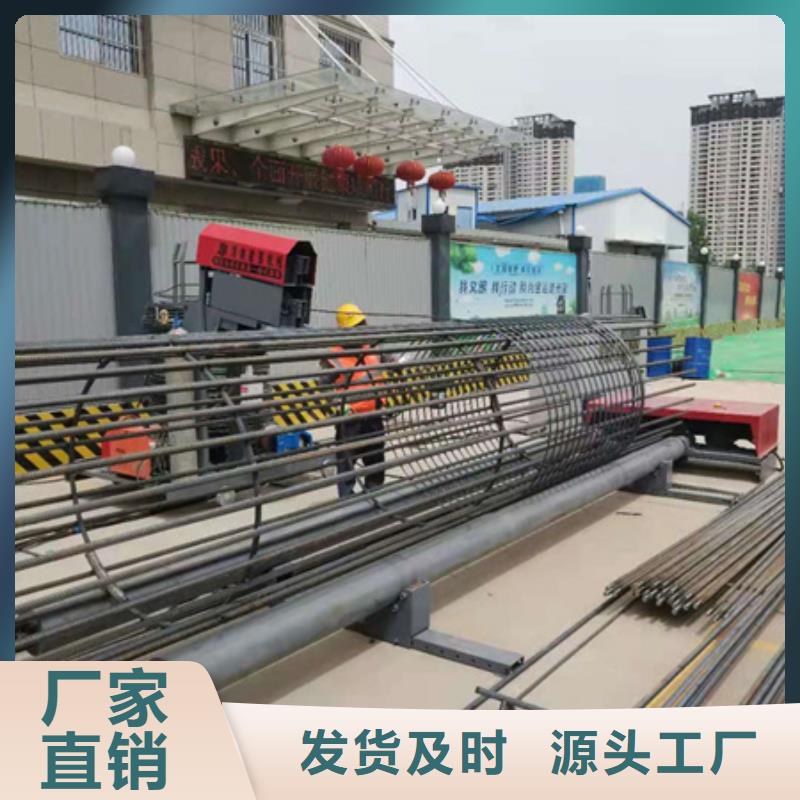
钢筋笼绕筋机5.行走焊接及支撑举升:旋转盘带动主筋旋转向前行走,缠绕筋随主筋缠绕,边走时人工将缠绕筋点焊在主筋上。走到一定距离后, 个支撑向上抬起,支撑钢筋笼,防止钢筋笼因自重而,再不断向前行走,后面的支撑逐步抬起;
6.焊接完成:当移动旋转盘带动半成品钢筋笼运动快脱离固定盘时,终止焊接,切断缠绕筋,钢筋笼在移动旋转盘的带动下继续向前移动,脱离固定旋转盘。端部离开固定旋车盘的工作平台后停止,然后松开移动旋转盘上固定主筋的螺栓,移动旋转盘继续前移,钢筋笼脱开移动旋转盘;
7.卸笼:钢筋笼和移动旋转盘分离后,支撑一齐平稳下降,然后将钢筋笼吊出(或者从支撑中滚出来);
8.移动盘回位:钢筋笼吊走后,移动盘复位,进入下一个循环的生产。
