





技术先进,性能稳定,畅销无阻,公司致力于企业发展,技术进步,引进台湾先进锯床制造技术,为用户提供更满意的服务。
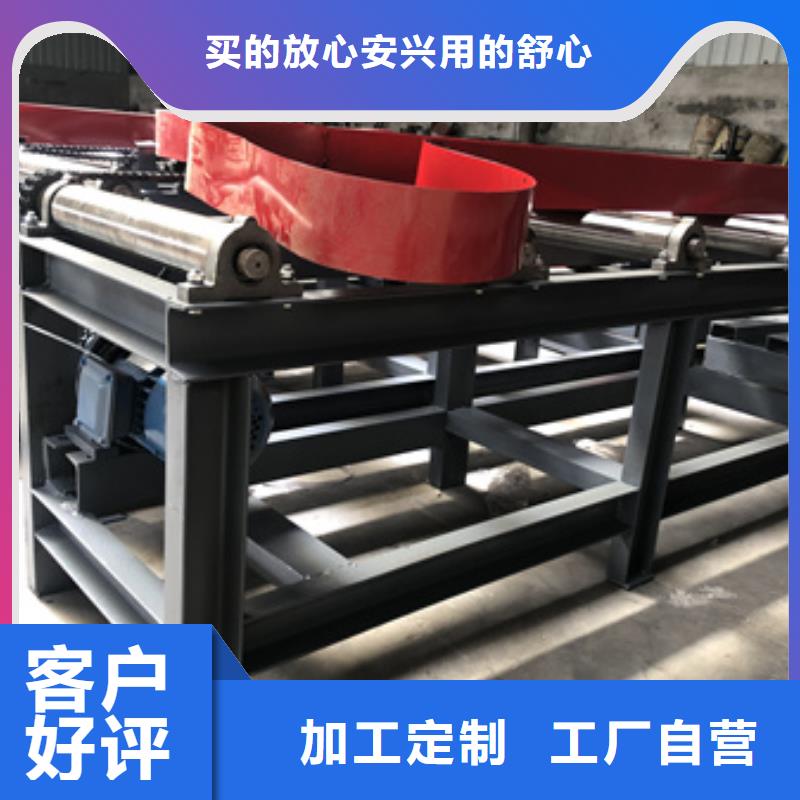
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
<阜新>建贸机械设备有限公司易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液
带锯床油一热液压柱升不起来的原因分析
带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;
 阜新立式锯床随时发货快
<阜新>建贸机械设备有限公司
阜新立式锯床随时发货快
<阜新>建贸机械设备有限公司
数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。
金属带锯床的分类:
根据结构分为卧式金属带锯床、立式金属带锯床、卧式又分为剪刀式、双立柱、单立柱式带锯床; 根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型; 根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割); 根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
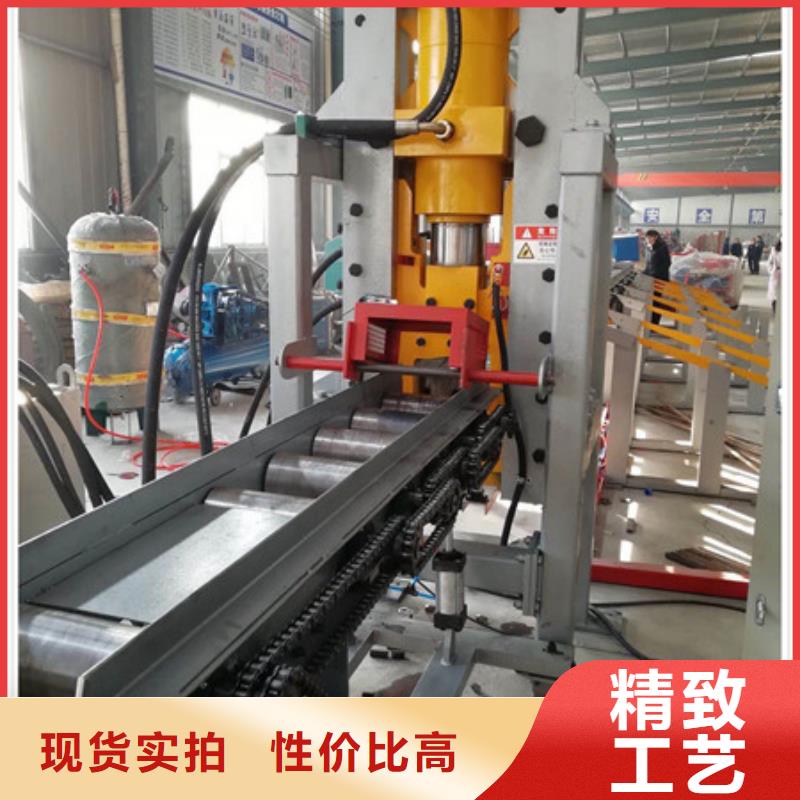
金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。
 jmc
53049
jmc
53049
一、及时的清理工作台面及锯架内的切屑,以免堵塞锯齿。
二、经常检查冷却液与液压油的清洁度与容量,及时过滤或增添,保证供油、供液充足。
1、点动运转按钮,检查锯条是否按逆时针运转。检查其它按钮是否正确。2、将锯条套到两轮上,并卡入导向轮和导块中,用扭力扳手转动帐紧螺杆张紧锯条,张紧扭力为20-25N.m,听到扭力扳手发出咯咯声或看到指针读数即可。3、调整溢流阀,将液压系统压力调至1.8MPa(看压力表),检查有无管路漏油,油箱内油液中若有气泡,说明回路中存在空气。
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
<阜新>建贸机械设备有限公司 钢筋锯床上的切削液使用要注意事项:
1)为防止金属切削液因化学作用变化,降低功能,使用机床切削液的容器:管路、水泵,要用金属清洗剂彻底清洗,并用自来水冲刷,再用干净棉纱抹干净。(不能用洗衣粉、皂水清洗)。
2)直接用自来水和清洁水配制,不用加热和其它处理。
3)定期检查切削液是否发霉、发臭、杂物、铁屑,必要时更换切削液。金属带锯床操作流程2
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
产品型号 JMGB4240
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
