










塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。
塑料闸门 的小车运行控制主令控制器“向前”,“向后”各档。当电源正常,小车电动机正常且起升荷载小于0t,大车制动,小车夹轨器松开时,小车才能运行。小车运行到前后极限位置时自动停机。启闭机如何保养在启闭机室设有块控制屏,块接触器屏和块起动电阻屏。控制屏上布置有闸门开度显示仪,荷载控制显示仪,控制开关,信号灯,按钮,继电器等,接触器屏上布置有电流表,电压表,接触器,断路器。我们把移动卷扬启闭机采用常规保养方式热继电器,电流互感器等主回路设备,起动电阻安置在起动电阻屏内。
通过闸门开度测控装置和主令控制器互为备用方式实现闸门运行位置的控制。闸门或下降时,首先接通上升或下降接触器,然后经延时依次接通相应的接触器,将起动电阻逐级切除,启闭机如何保养使闸门稳定运行。移动卷扬启闭机的保护方法:在产品进行设计时,我们为防止启闭机超负荷运行,在卷筒端轴承座下安装有压力传感器。运行中。闸门运行有个位置:上限位置当启闭荷载达到额定荷载的%时,传感器发出声光警报,当启闭荷载超出额定荷载%时,传感器发出声光警报,并自动切断电源,启闭机停止工作。

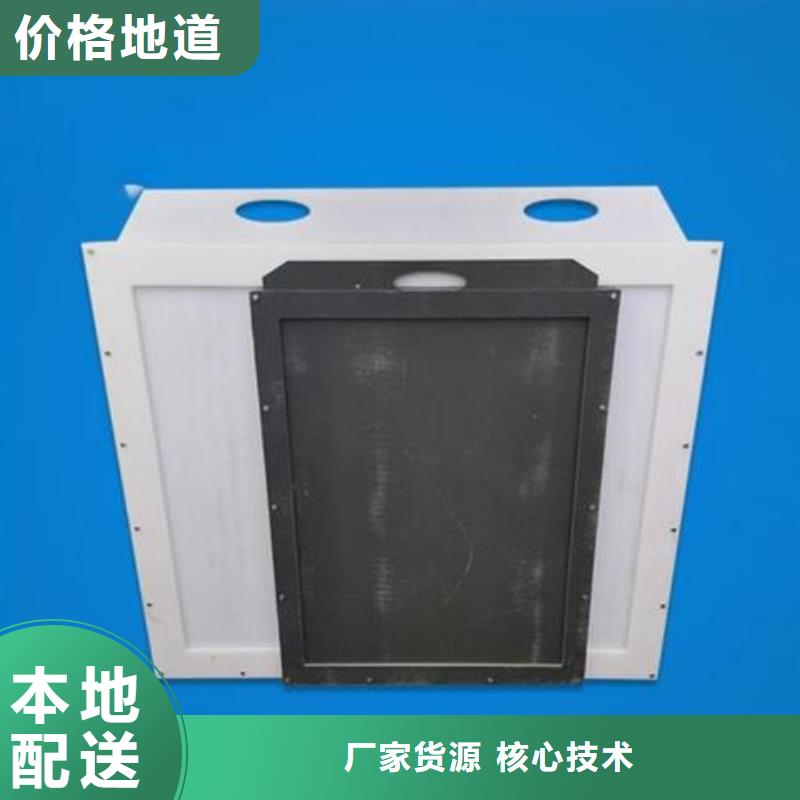
当塑料闸门高度较高时应增设轴承架,安装轴导架时应注意闸门全部打开时,丝杆的接头处不经过轴承架。,法兰式安装需在装配链接处垫层橡胶密封垫,再把周边及导轨背部用混凝土次灌浆。 塑料闸门门板的上端应设吊耳或吊块螺母,以与门杆连接。吊耳或吊块螺母的受力点尽量靠近门板的重心垂线。在大工作水头启闭时,其拉伸,压缩和剪切强度的系数不小于。 吊耳可与门板整体铸造或用螺栓(螺钉)与门板连接。 吊块螺母与门板的连接结构,应能防止吊块在门板的螺母匣中转动,对于明杆式闸门,吊块螺母为普通螺纹,可用销或螺钉固定,对于暗杆式闸门,吊块螺母为梯形螺纹,与传动螺杆互为螺旋副。
塑料闸门极好的***性,良好的耐低温冲击性、自润滑性、***、耐水、耐化学药品性,耐热性优于一般PE,缺点是耐热性(热变形温度)低、加工成型性差,外表面硬度,刚性,韧性好耐蠕变性不如一般工程塑料,膨胀系数偏大。UHMWPE流动性差,熔融状态下粘度极高,是呈橡胶状的高粘弹性体,早期仅能用压制和烧结方法成型,目前也可用挤出、注塑和吹塑方法加工。
机械性能高于一般的高密度聚乙烯。具有突出的抗冲击性、耐应力开裂性、***蠕变性、低摩擦系数、自润滑性,***的耐化学腐蚀性、抗疲劳性、噪音阻尼性、耐核辐射性等。

