
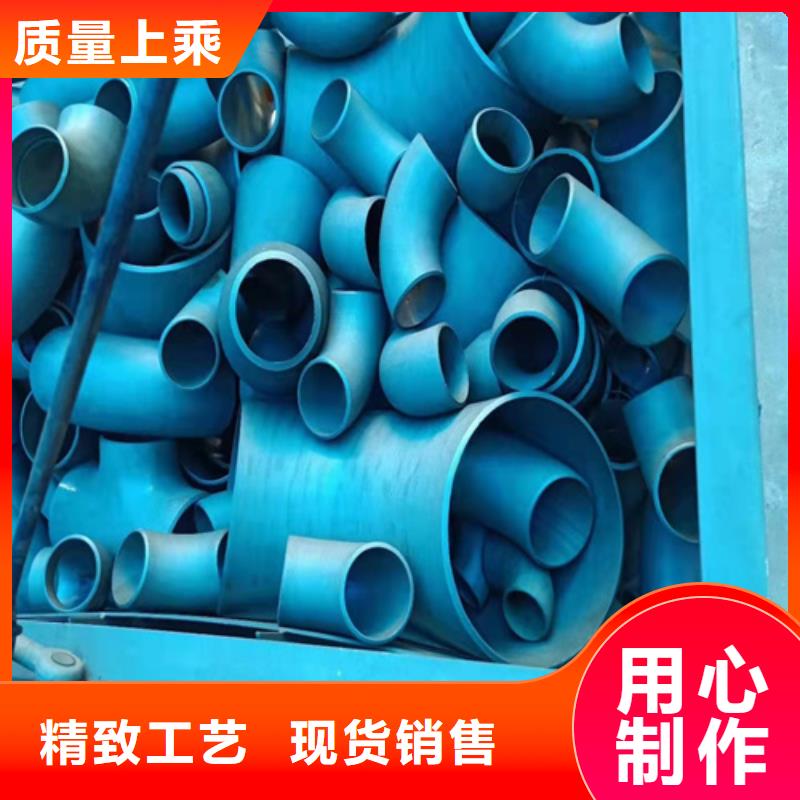

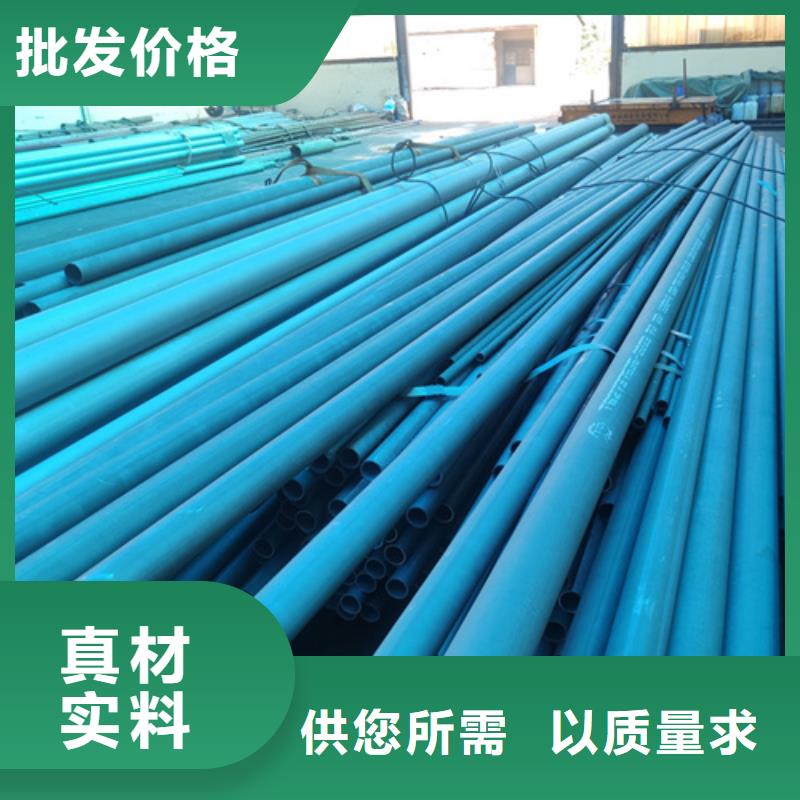



酸洗钝化无缝钢管工艺流程无缝钢管酸洗钝化无缝钢管次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。后质量要求高的做酸洗钝化处理。酸洗钝化的道理:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。
酸洗钝化无缝钢管废水的处理工艺钢结构在大气腐蚀环境中的应用是基于当前的些许技术闪光点,尤其是在钢结构的处理方面。为了充分发挥钢结构的三百六十度特性,酸洗废水的处理应以酸洗废水技术的综合应用为基础。通过某些腐蚀性物质和腐蚀性气体,从技术上进而促进对酸洗钝化无缝钢管污水解决措施的无死角管理。钢管在酸洗钝化流程中会引起大宗的酸雾,不止会损害工人的,还可能会腐蚀工厂和设备。与此同时,磷化无缝钢管大量酸雾挥发,造成酸损失,增长酸洗成本。伊斯特本环保公司应用电渗析,离子交换膜。
无缝钢管热处理时油的闪点是指油表面的蒸气和空气自然混合时,与火相接触而出现火苗的温度,它的温度的高低,对淬火零件的性有一定的影响。酸洗钝化无缝钢管常见的矿物油的闪点为:10号机械油为165℃,20号机械油为170℃,30号机械油为180℃,40号机械油为190℃,过热汽缸油hg- 52、62分别为300℃、315℃,合成汽缸油hg-65h、72h分别为325℃、340℃。一般而言,汽缸主要用于回火用油。无缝钢管在加工处理的时候要进行热处理技术,这项热处理技术一般的温度要达到上,有的还可能达到上千度,这就要高性能的加工技术进行处理。酸洗钝化无缝钢管等模具钢材,一般在热处理过程中的淬火用油,多采用矿物油,如:10号、20号、30号等机械油,针对不同的模具零件,个别热处理企业使用0号柴油、7号机械油等。油的序号越高,黏度越大,闪点就越高。一般闪点在150~300℃之间。
酸洗钝化无缝钢管,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,磷化无缝钢管钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能。
