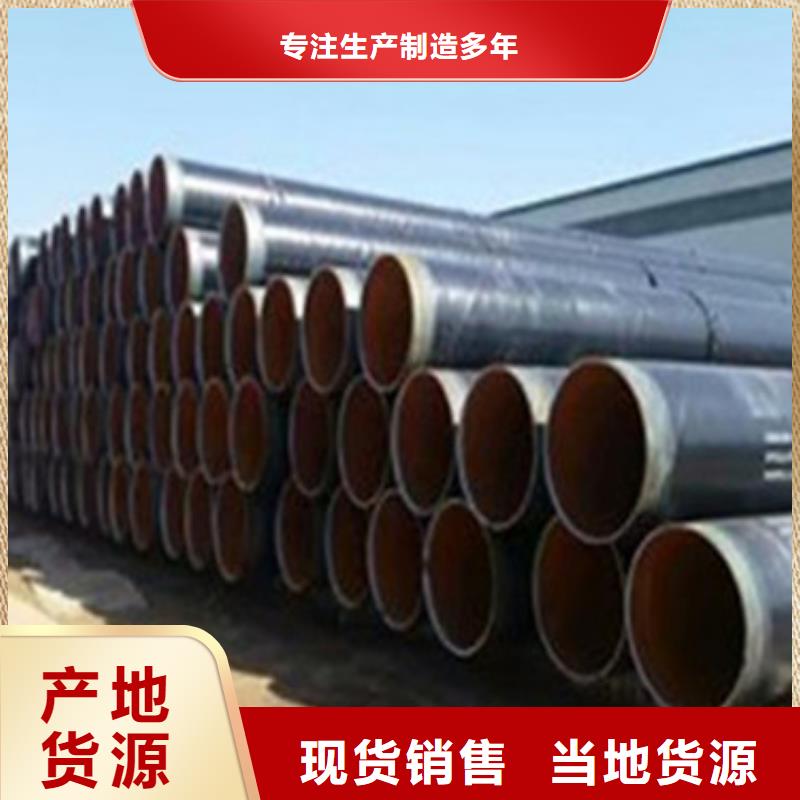

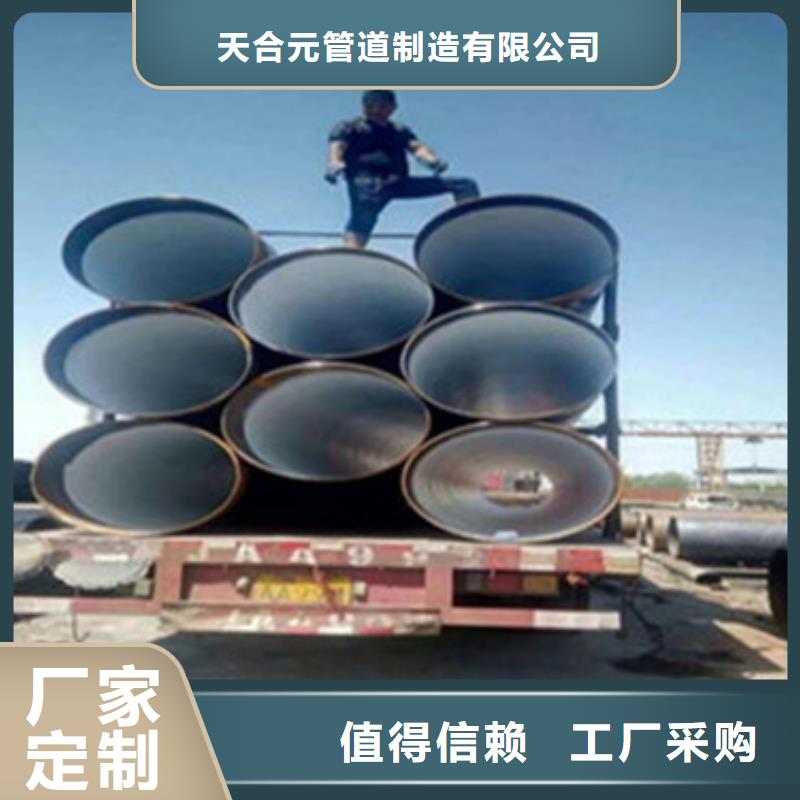


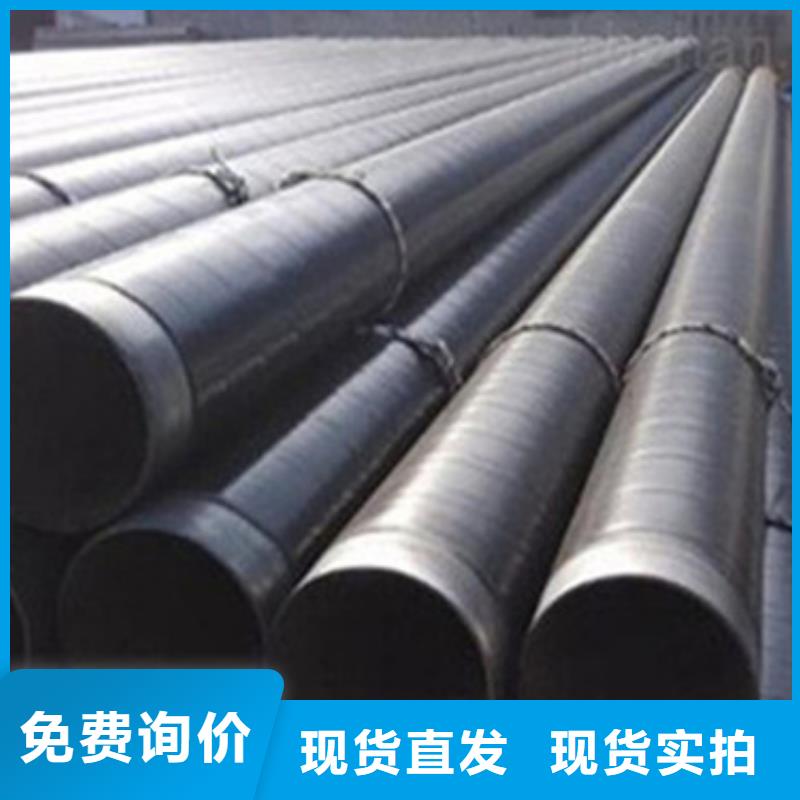
黄石3PE防腐钢管施工厂家

自成立以来,<黄石>天合元管道制造有限公司一直专注于黄石螺旋钢管 聚氨酯保温钢管 钢套钢保温管 涂塑钢管 环氧树脂防腐钢管 3PE防腐钢管 热浸塑穿线管的品牌形象。经过市场的多年积淀,公司在黄石螺旋钢管 聚氨酯保温钢管 钢套钢保温管 涂塑钢管 环氧树脂防腐钢管 3PE防腐钢管 热浸塑穿线管产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项黄石螺旋钢管 聚氨酯保温钢管 钢套钢保温管 涂塑钢管 环氧树脂防腐钢管 3PE防腐钢管 热浸塑穿线管工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。

黄石3PE防腐钢管在生产过程中为了不影响管口焊接在预留10公分左右的预留段,但是因钢管堆积时刻较长,管端金属腐蚀导致的管端呈现翘边。如布急于运用在露天堆积时应在管端进行隐瞒,避免雨水形成管端腐蚀。可在管端金属暴露处涂刷可焊防锈漆,以避免防腐管在储存时期因腐蚀导致防腐层翘边。在生产过程中严格操控管端预留处焊缝余高的修磨质量。在焊缝处聚乙烯坡口外与管体其他部位相同,使环氧粉末保存长度>20mm,以避免焊缝处环氧粉末底部先被腐蚀而导致3PE防腐层翘边。黄石管端焊缝修磨应从焊缝修磨初步处到聚乙烯倒角处应有10-20mm没有焊缝余高的与管体相同的聚乙烯层平整段,以确保管端聚乙烯坡口处揉捏粘结质量。焊缝修磨后的余高应尽量做到与管体平齐,不要有明显的余高,以避免在打磨聚乙烯层倒角时,将环氧粉末一同打磨掉。未修磨的ding端与修磨处的过渡段倒角,也应与聚乙烯层倒角相同(≤30°)避免因坡口处防腐层粘好呈现聚乙烯层翘边。预留段环氧粉末涂层只需保护完好。管端聚乙烯坡口加工一般厂家都选用钢丝轮打磨方法,这样会损坏环氧粉末涂层。应改用机械加工坡口,刀口底层要有限位设备来操控的进刀深度,避免伤及环氧粉末涂层遭到磨损。


