




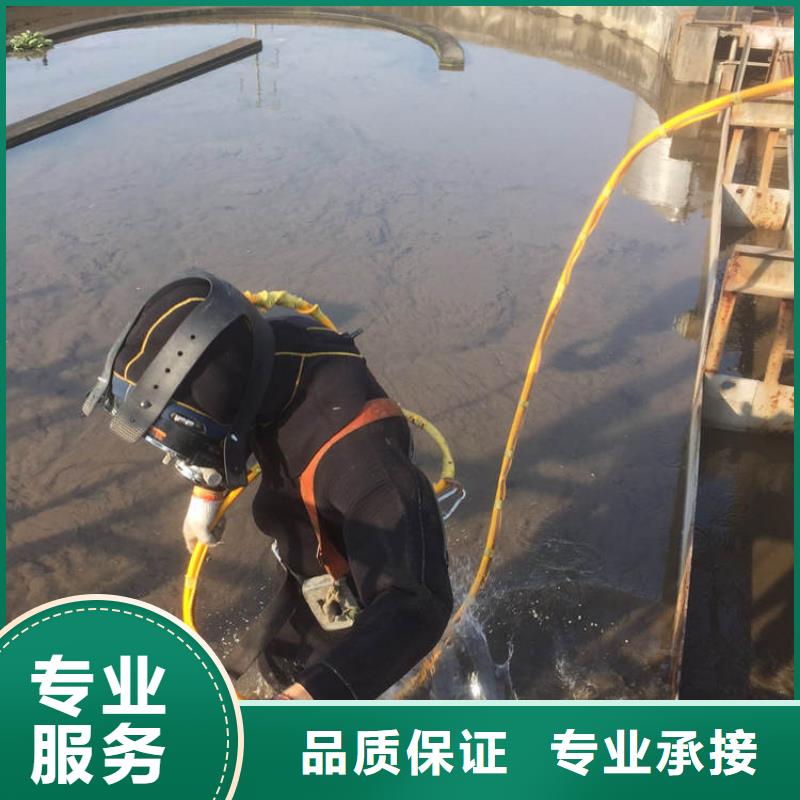




湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料构成套筒使气泡安稳存在,因此使电弧安稳,如图8-1所示。为了让焊条在水下稳定地燃烧,必须在焊条芯上涂有一定厚度的药包,并用白腊或其它防水材料浸渍,使焊条具有良好的抗水性能。气泡由氢、氧、水蒸气和由焊条药皮燃烧发作的气泡;浑浊的烟雾生的其他氧化物。为战胜水的冷却和压力作用构成的引弧及稳弧艰难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
与干式和某些干式焊接相比,水下湿法焊接应用Z多,但安全性较差。由于水具有导电性,因此防触电成为湿法焊接的首要安全伺题之一。事故因素是水下焊接和切割。
水下焊接和切割的危险因素是电弧或气体火焰在水下使用,与大气焊接或通常潜水相比更危险。
注意事项
(1)产品宜在16℃~28℃的环境稳定下使用,其它温度下使用产品的凝结时间会有较大的变化,故用户采用时,应加以说明,水下封堵会提供低温或高温下的产品;
(2)产品应在干燥环境下存放,保质期6个月时,应经试验合格后使用。
水下封堵厂家水下封堵的施工步骤分为哪些,人们在进行水下封堵工作的时候,往往需要格外的注意自身安全。同时水下封堵时要谨遵一些施工步骤,避免出现问题。
1.变形缝内侧剔凿:将变形缝内侧墙体剔宽到50mm,深度200mm。
2.底层整理:铲除杂物,用钢丝刷后在冲水洗洁净。
3.装置导流槽:挑选适宜变形缝宽度PVC管(需剖开)或不锈钢方槽管,紧贴变形缝四周剔凿好的缝隙内装置,水下封堵待地上变形缝装置导流槽后在同一水平面上开槽将水引至近来积水坑内。
4.堵漏灵开始封堵:装置导流槽后用堵漏灵开始封堵厚度50mm,将其导流槽外封堵固定。
5.装置胀大止水带:开始封堵后填埋止胀大水带。

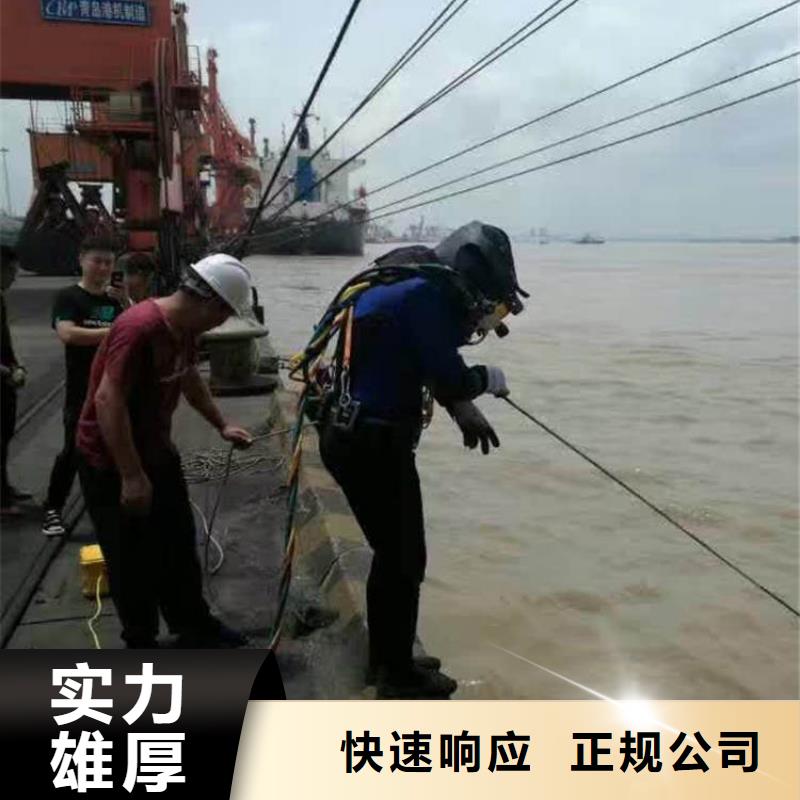
公司可以满足您需求,接到来电当天可以到达打捞现场,提供满意的打捞施工方案及潜水作业报价。打捞公司热诚接待各界朋友前来洽谈业务打捞报价合理,打捞队施工注重质量,满足客户的需求服务。公司专业服务于江、河、湖、海、水库、污水池、码头、桥梁、市政工程等其他工程领域。水下堵漏打捞公司:水下打捞沉船、汽车、、溺水人员、项链手表等沉物和贵重物品。打捞公司符合的规定有:潜水及加压前应对潜水设备进行查看,承认杰出后方可进行工作。潜水工作点的水面上不得进行起吊工作或有船舶通过;在2000m半径内不得进行其它工。 打捞公司设有潜水梯的横撑,潜水员行走的船甲板面上,应有防滑的措施,打捞公司打捞注意事项:潜水施工现场所用发电设备,配电设备,用电设备,开关电器,及线路的装置敷设有必要契合用电安全技能请求,定期检查,发现问题及时整改处理。
清理号绳、软管和移动绳,区分好方向和水流,并指示水面到达工作地址或沿移动绳移动。在有流状态下,一般应顶流或或侧流动作,如流急也可采用侧退动作,通常禁止顺流而下。潜水员着底后适当增加通风量。水下作业时,注意头盔不要低于胸部。
潜水员在水下工作时,应经常与水面员联系。产生毛病时,可用号绳联络。当和号绳均产生毛病时,可用供气管联络,并应当即出水。潜水员需要严格执行水面员的指令。遇到危险或故障时,应立即通知水面员,一起坚持镇静,设法自救或等待水面潜水员协作解救。
潜水作业船应避开起重船的船缆活动规模。禁止悬挂物在空中超过潜水作业船。潜水员在水下设备作业中,需要在部件稳定后才能进入作业点,坡面设备必须从上坡靠近部件。

