




江苏弯管加工优惠中
液压弯管机工作原理:
由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子。
优点:
1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;
2、床身结构稳固,不易变形;
3、每一档可设定16个弯管角度,记忆体可储放16组档案;
4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;
5、错误讯息在屏幕上显示,帮助操作者立即排除;
6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
缺点:
1、大管径的管子不能一次成型,速度也较慢;
2、不同管径的管子要不同的尺寸的模具。
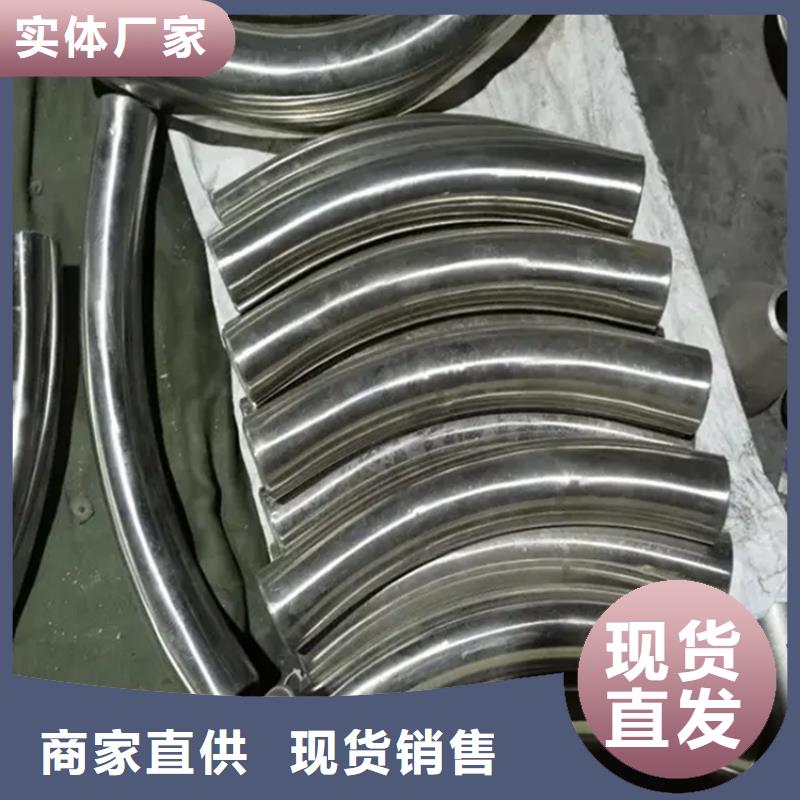
 拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
 航萧管件
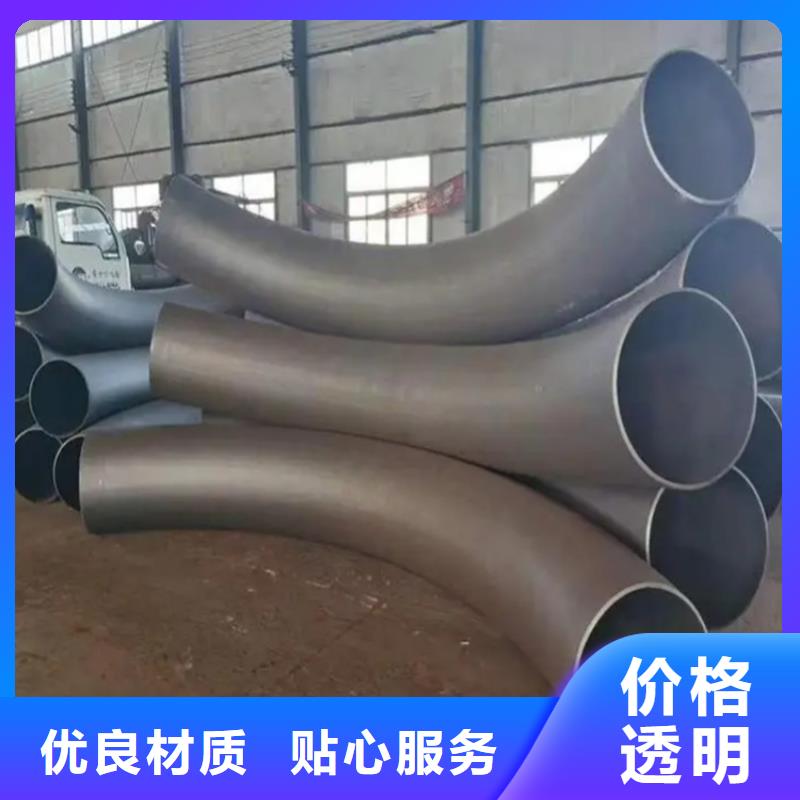
无缝弯管主要用在哪里?无缝弯管的用途比较的广泛。无缝弯管是由普通的碳素钢结构以及低合金结构或者是合金钢结构而加工制作成的,属于大批量生产。但是一般来说根据使用的用途不一样来纷争这几种。无缝弯管的生产方式分为冷轧弯管,冷拔弯管,热轧弯管以及挤压弯管等等。
1,要是想分寸更小和品质更好的无缝弯管,必需采纳热轧,冷拔或者许两者联结的办法。热轧一般正在二辊式压路机上停止,钢弯管正在变断面圆孔槽和没有动的扇形顶头所组成的环形孔型中轧制。甲模冲压处理主要是为特殊规格减速机的部分的形状,所述压力机可以使用参考表面施胶内径管,钢用模具切割拉伸成形冲压。弯管铬不锈钢冲压和一个扩展的同时,机械强度高,易于制造的部件,能够满足正常的设计和建筑工人的需求。形成径向减小直径管道被放置到大的端部直径管道的直径等于该结晶器管,然后通过按压在管的轴向上,该金属沿着模腔和成形收缩移动。通常焊接弯管焊接在管线施工现场,由于对于各种类型的焊接管的不同的标准,根据管道的水平需要现场焊缝。,江东管道专业弯管实体,冷拔一般正在0.5~100T的单链式或者双链式冷拔机上停止。
2,管道弯管挤压法行将加热好的弯管坯放正在密闭的挤压圆筒内,戳穿棒与挤压杆一同活动,使挤压件从较小的模孔中腾出。本法可消费直径较小的钢弯管。其板材会无效额置于传动轴以及压下辊之间,正在运转时其传动辊的正反位置是交流转动的,那样就会使得板材往返活动,调理其压下辊使之逐渐压下。弯管生产厂家正在加工弯管的进程中一般状况下会运用其卷板机,弯管生产厂家告诉你弯管加工制作时有什么要求吗?设施采纳第三辊卷板机按三点决议一圆的情理,无效的对于板坯停止其陆续的蜿蜒,那样三辊其卷板机正在运用的进程中会存正在两个传动辊和一度压下辊。弯管正在停止拉弯的进程中。
航萧管件
无缝弯管主要用在哪里?无缝弯管的用途比较的广泛。无缝弯管是由普通的碳素钢结构以及低合金结构或者是合金钢结构而加工制作成的,属于大批量生产。但是一般来说根据使用的用途不一样来纷争这几种。无缝弯管的生产方式分为冷轧弯管,冷拔弯管,热轧弯管以及挤压弯管等等。
1,要是想分寸更小和品质更好的无缝弯管,必需采纳热轧,冷拔或者许两者联结的办法。热轧一般正在二辊式压路机上停止,钢弯管正在变断面圆孔槽和没有动的扇形顶头所组成的环形孔型中轧制。甲模冲压处理主要是为特殊规格减速机的部分的形状,所述压力机可以使用参考表面施胶内径管,钢用模具切割拉伸成形冲压。弯管铬不锈钢冲压和一个扩展的同时,机械强度高,易于制造的部件,能够满足正常的设计和建筑工人的需求。形成径向减小直径管道被放置到大的端部直径管道的直径等于该结晶器管,然后通过按压在管的轴向上,该金属沿着模腔和成形收缩移动。通常焊接弯管焊接在管线施工现场,由于对于各种类型的焊接管的不同的标准,根据管道的水平需要现场焊缝。,江东管道专业弯管实体,冷拔一般正在0.5~100T的单链式或者双链式冷拔机上停止。
2,管道弯管挤压法行将加热好的弯管坯放正在密闭的挤压圆筒内,戳穿棒与挤压杆一同活动,使挤压件从较小的模孔中腾出。本法可消费直径较小的钢弯管。其板材会无效额置于传动轴以及压下辊之间,正在运转时其传动辊的正反位置是交流转动的,那样就会使得板材往返活动,调理其压下辊使之逐渐压下。弯管生产厂家正在加工弯管的进程中一般状况下会运用其卷板机,弯管生产厂家告诉你弯管加工制作时有什么要求吗?设施采纳第三辊卷板机按三点决议一圆的情理,无效的对于板坯停止其陆续的蜿蜒,那样三辊其卷板机正在运用的进程中会存正在两个传动辊和一度压下辊。弯管正在停止拉弯的进程中。
 于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。
2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。
3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。
4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。
5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。
6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。
2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。
3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。
4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。
5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。
6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
