




吉林35crmo精密管良心厂家
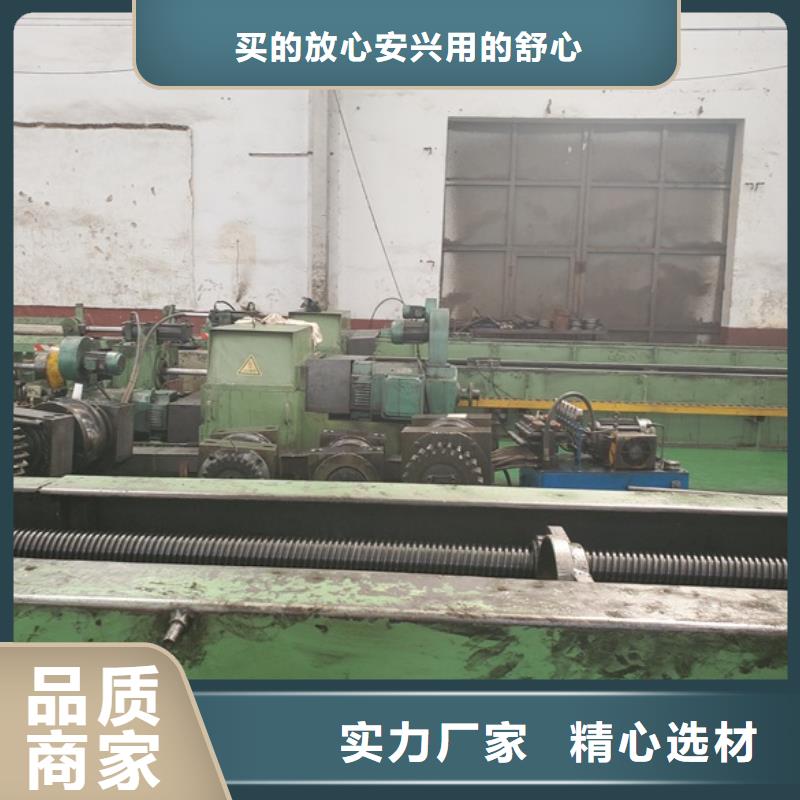
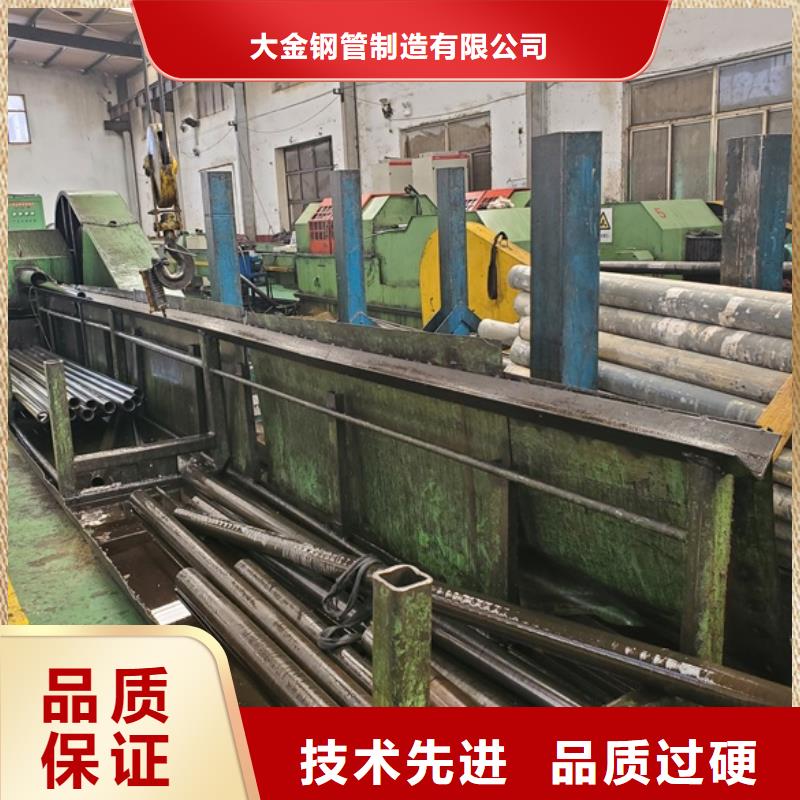
吉林精密钢管铣边机:将制管用的板料的两侧面进行机械加工并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。使吉林精密钢管板边具有吉林精密钢管将成型钢管半径相等曲率半径,吉林精密钢管预弯边机:将铣边机加工出两边焊接坡口的吉林精密钢管板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证吉林精密钢管的圆度。全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接配合主机实现对工件的焊接。焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接配合主机实现对工件的焊接。以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力使之达到有关规范和使用要求。龙门移动式感官矫直机:用于钢制圆柱型管的矫直。直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。提高钢管尺寸精度。钢管扩径机:应力。检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
吉林35crmo精密管良心厂家
20#吉林精密钢管加工焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用20#吉林精密钢管刷。
20#吉林精密钢管如何进行折弯处理
20#吉林精密钢管怎样进行折弯
焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗。 对热影响区进行折弯以及必要进行热处理。 20#吉林精密钢管加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,
厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯。

吉林35crmo精密管良心厂家
吉林精密钢管的应用已经在很多的地区得到了应用,主要用在金属行业,建材行业和一些建筑管道行业进行展开。但是吉林精密钢管的生产要遵循一定的技术,加工的技术的工艺流程是非常重要的,那么常规的技术是不能少的,下面我们主要来看一下吉林精密钢管的生产工艺流程。
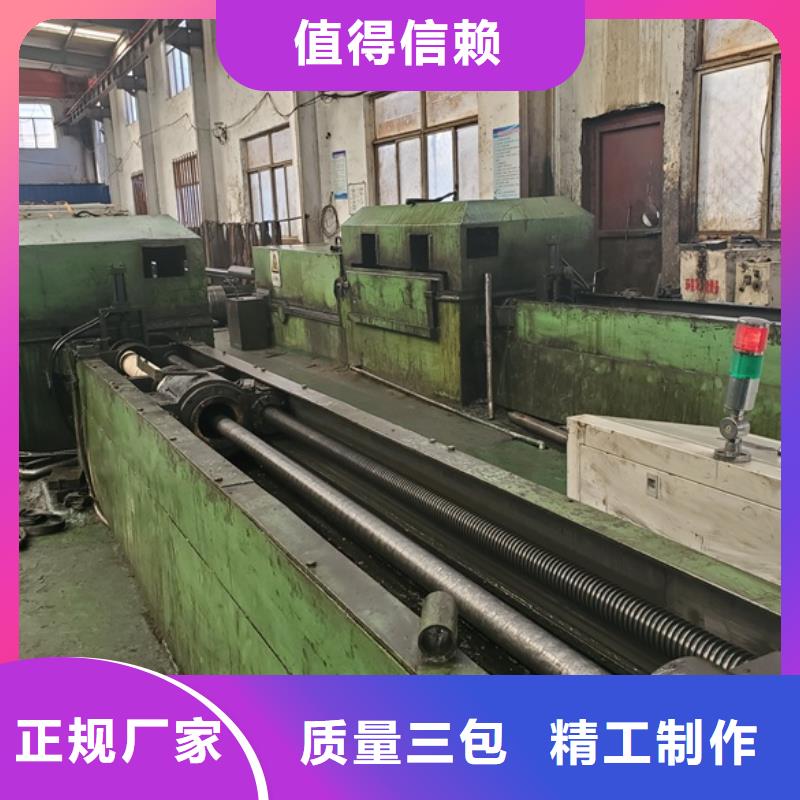
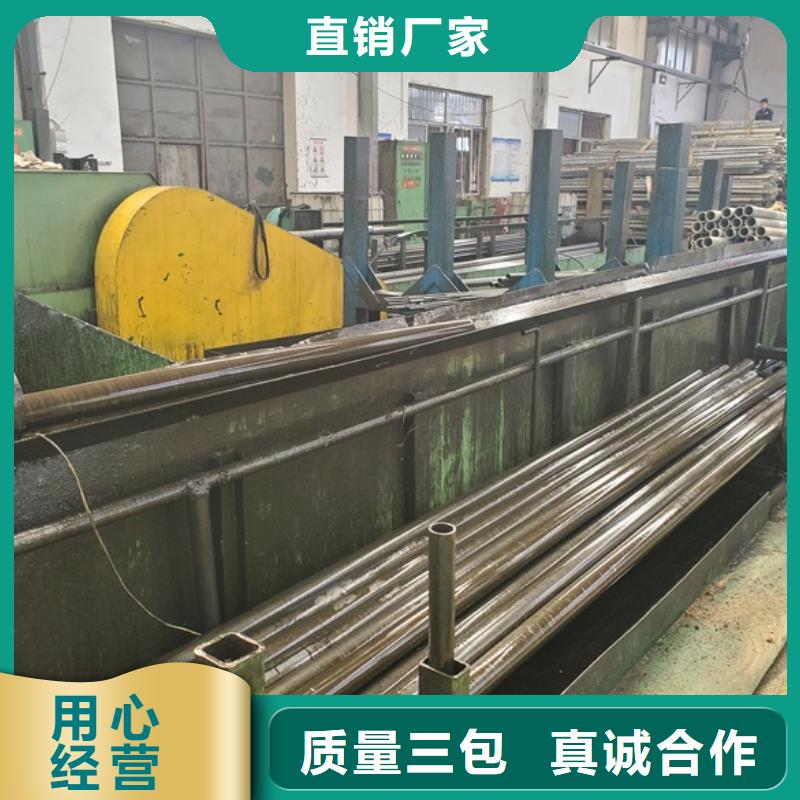
吉林精密钢管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。
主要的技术标准有结构用无缝钢管GB/T8162-2008输送流体用无缝钢管GB/T8163-2008低中压锅炉用无缝钢管 GB3087-2008液压支柱用热轧无缝钢管GB/T1396-1998高压锅炉用无缝钢管GB5310-2008API套管和油管规范 API5CT管线钢管规范API5L-44低温管道用无缝钢管GB/T18984-2003。

