



讲一讲型材拉弯的具体方式型材拉弯理论活动时会有不相同的弯折加工工艺,产品能够 从不相同的视角分红不相同的类型。一般来说,依据弯头是不是被合理加温,工程项目消费加工能够 分红冷拔乃至热弯。依据曲折程度的不同。产品能否有填充剂,能够分为无芯曲折、无锈钢板曲折、厚壁不锈钢板曲折,是冷拔方法,产品普遍使用于各种制作业。型材拉弯加工工艺及安装规矩弯管是管道施工工程项目的重要。除开制作制废品管材相对性详尽的汽体管路外,其他管路现阶段并不是冲压模具无缝弯头和冲压模具焊接弯头的重要。弯折消费加工是使用触摸闪现屏和数控机床操控模块,他们被关掉。全部机器设备的程序流程设定比较简略和非常容易。全部机器设备的床体结构非常平稳,在使用全过程中不容易形变。每一传动齿轮能够 设定16个弯折视角。依据其慢定位效劳,钣金折弯视角不容易紊乱,产品重复精细度可做到正负极零点一度,操作流程中的错误解闪现信息在闪现屏上,这可合理辅佐作业者马上肃清,并出示自主开发设计的坐标转化钣金折弯的消费加工值。
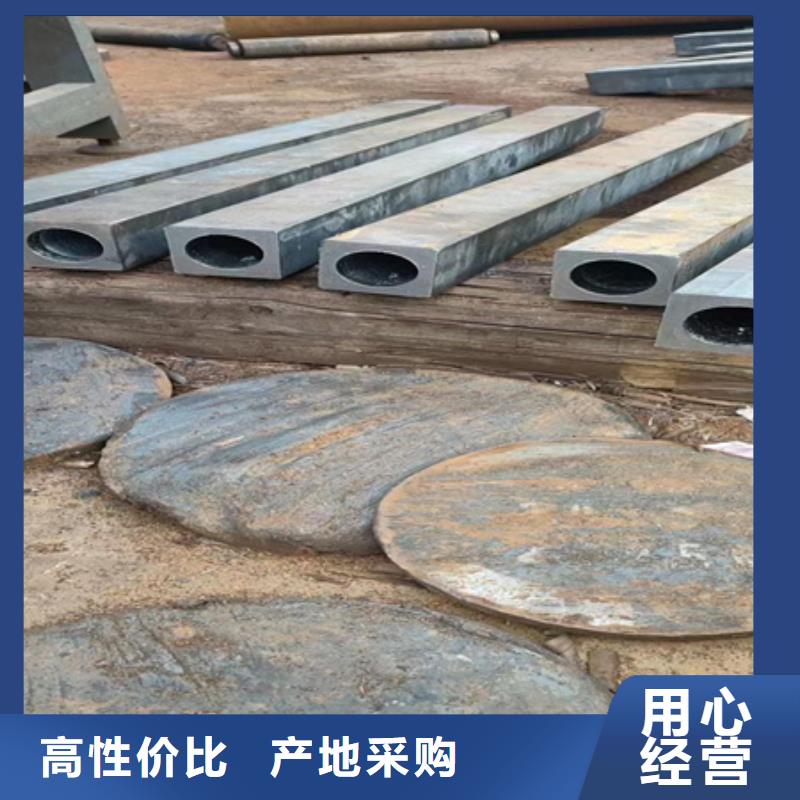
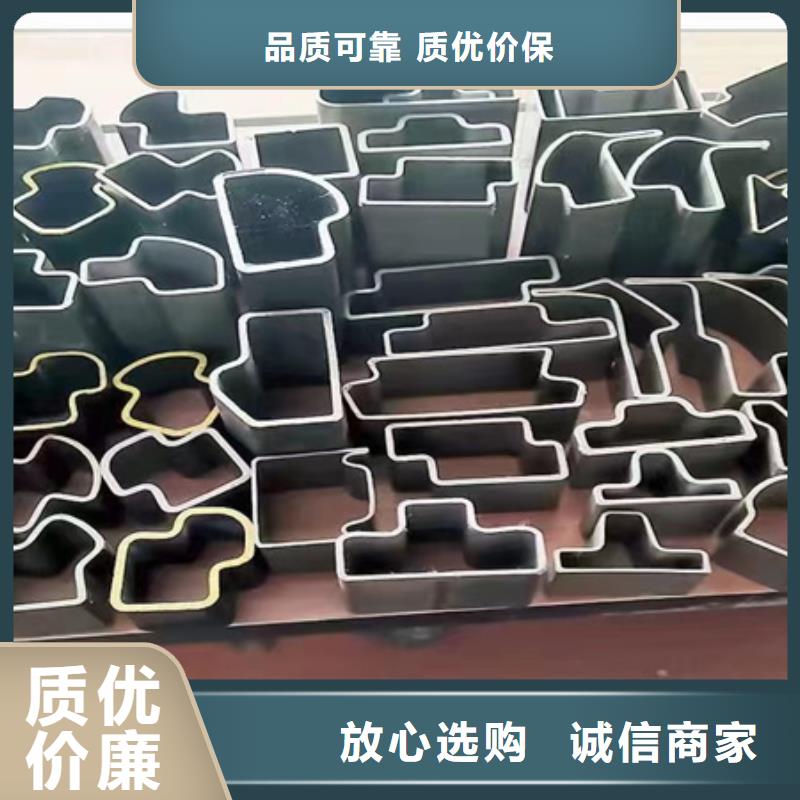
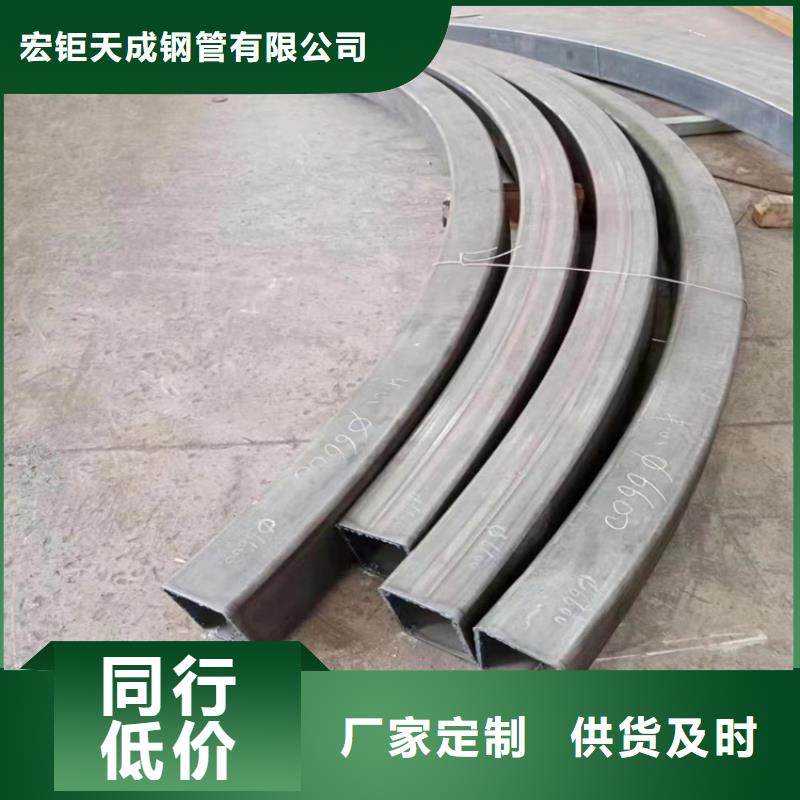
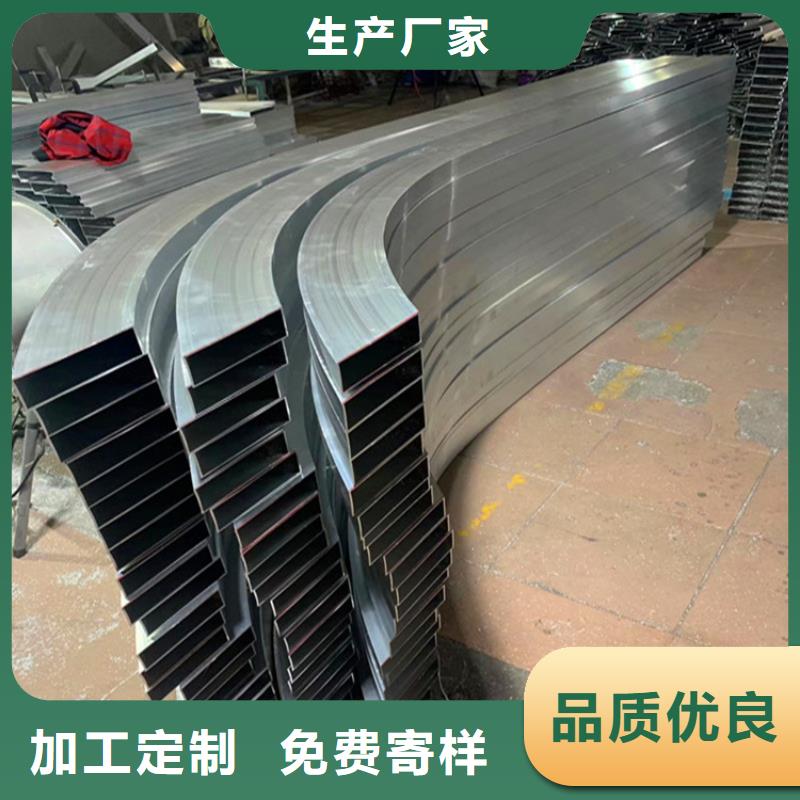
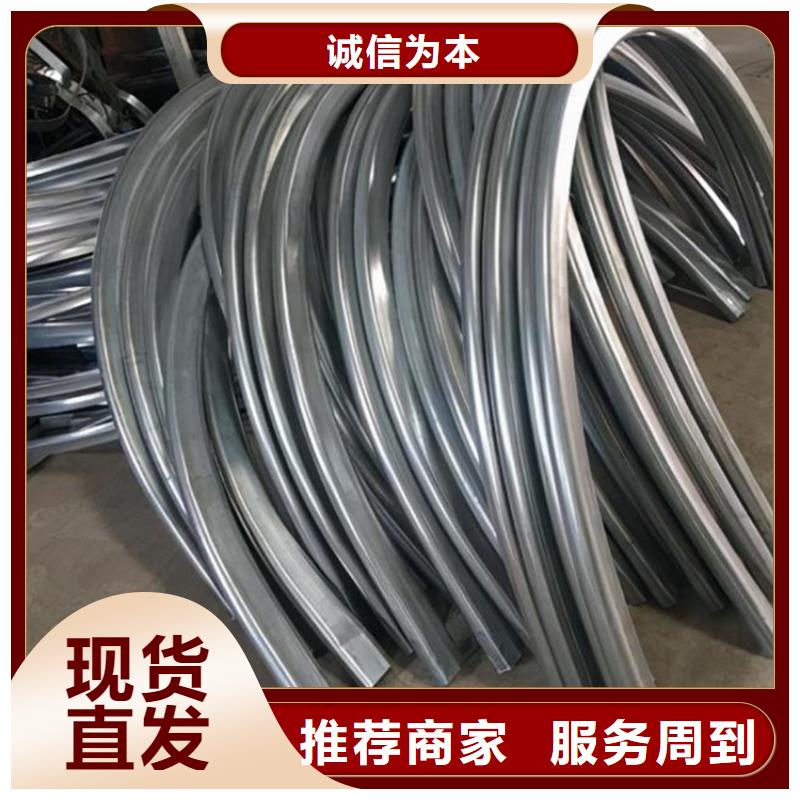
常用的型材拉弯方法有哪些 按曲折成形办法能够分为滚弯、压弯、推弯和绕弯;按曲折时是否运用模具能够分为有模弯和无模弯;按曲折时有无芯棒能够分为有芯弯和无芯弯;按曲折时是否加热能够分为冷弯和热弯。近年来还出现了零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等新的弯管工艺。滚弯是用三个辊轮对管材进行曲折加工的办法。其中辊轮3为主动轮,其余两个为从动轮。滚弯办法及作业原理与板材滚弯根本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的作业表面。曲折时只需改变主、从辊轮间的距离,就能够实现各种曲率半径的曲折。拉弯厂说这种办法尤其合适弯制环形或螺旋线形管件。不过,滚弯对曲折半径有必定的要求,仅适用于曲率半径较大的厚壁管件,关于小半径曲折显得力不从心。压弯是早用于弯管加工的工艺办法。它是在液压机上使用模具对管坯进行曲折加工的。压弯具有模具调整简单、出产功率高等优点,故在出产中一直被广泛应用,一般用于弯制带直段的管件或弯头号。
型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
