


林芝方矩管执行标准GB/T6728-2002GB/T6725-2002 GBT3094-2000,JG 178-2005, ASTM A500 JIS G3466,EN10210或技术协议。
GB/T3094-2000 (国标) 冷压异型矩形管
GB/T6728-2002 (国标) 结构用冷弯空心型钢
ASTM A500 (美标)结构用碳素钢冷成型圆截面和异形截面焊接矩形管和无缝矩形管
EN10219-1-2006(欧标) 非合金及细晶粒的冷成型焊接空心结构型材
JIS G 3466 (日标) 一般构造用角型矩形管
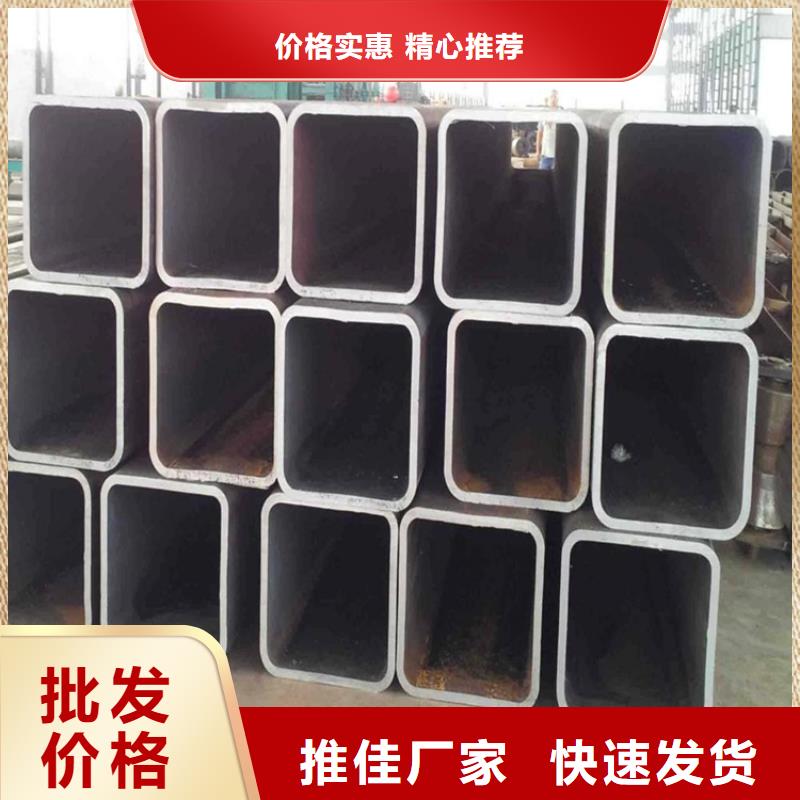
林芝方矩管在这里给大家一些减少焊接变形的建议,在焊接方管时,可以按照从中间向两边对称分层分段焊接的方式进行焊接,这样有利于应力的扩散和释放,能够避免焊接过程中产生的复杂应力对方管产生的诸多影响,另外,还可以通过摆动焊接,让焊接在开始形成狭窄区域,方管变形只形成一次,这样也可以减少焊接过程中的变形情况。
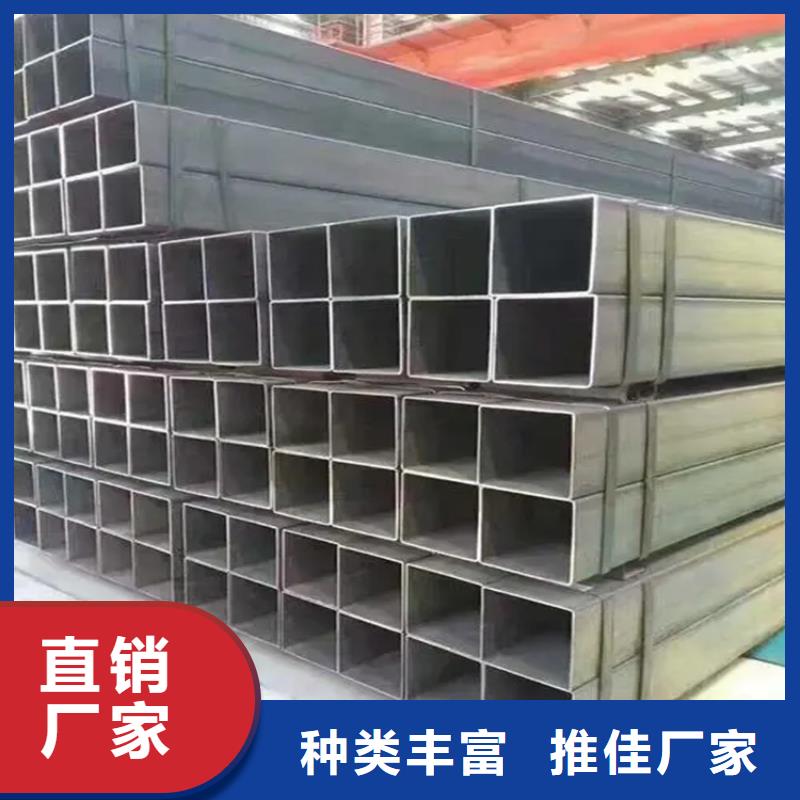
林芝方矩管是建筑材料中比较常见的材料,也是发展很快的方矩管,生产效率较低,但是利润却是很高的,大家在选购的时候要注意货比三家,选择性价比好的产品,一分价格一分货,不能一味的追求低价位,在质量上还是要严格把关的,不然会造成更大的损失。
林芝方矩管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将方管切成单根。
(10)林芝方矩管切成单根方管后,每批方管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,方管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
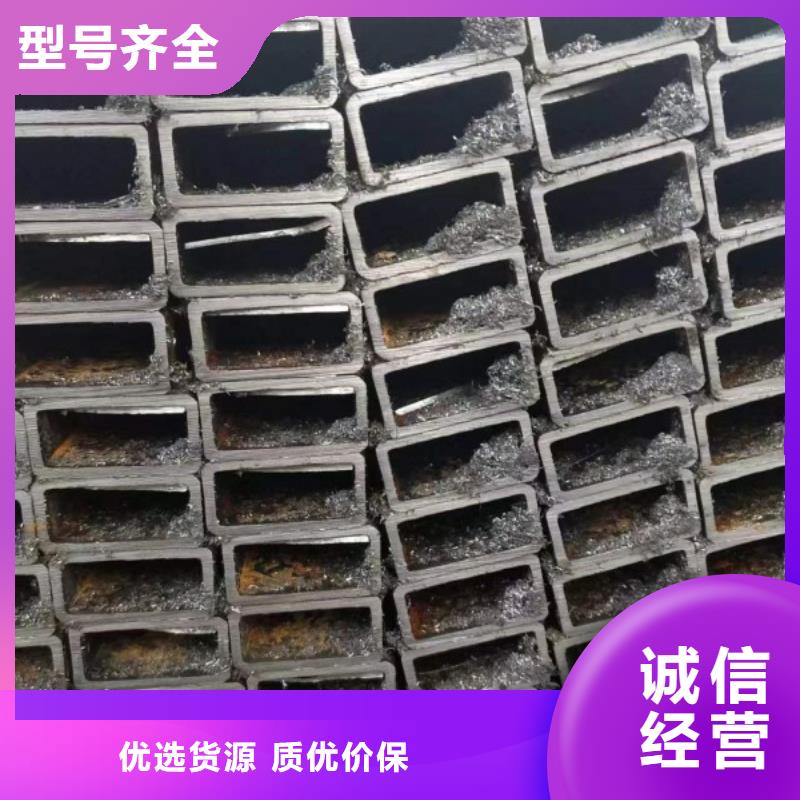
林芝方矩管钢结构的焊接变形,主要是焊接应力较大,大于结构的承受能力后,导致结构扭曲,以缓解较大的焊接应力。。
1、采取较小的焊接参数,小规范焊接,即电流要点,速度慢一点等
2、先进行点固焊,把整个结构全部焊接成形,以增加结构强度
3、每条焊缝,尤其是长焊缝,都不要一次性焊接完成,间断分部完成。
林芝方矩管焊接焊接变形主要是焊缝收缩力大于母材强度造成的。
1:采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
2:只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在段起弧处。
