

联系我们

复合铜止水板诚信企业
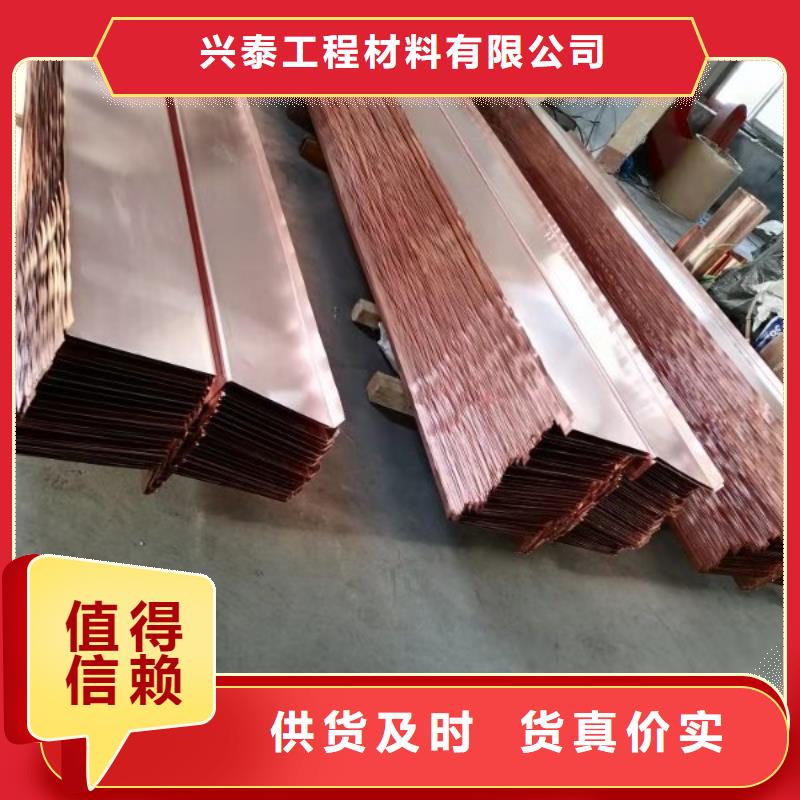
更新时间:2025-05-29 17:19:50 ip归属地:漯河,天气:晴转多云,温度:19-34 浏览次数:11 公司名称:莱芜 兴泰工程材料(漯河市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |







紫铜片止水如何焊接
紫铜止水片焊接质量测试方法
漯河铜止水1、紫铜止水片焊接接头可以从外观质量检验
焊接完成后,采用目测或量测检查焊缝是否平整,光滑,轴线时间的接口误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、焊接接头部位的煤油渗透测试
先将用于检验的部位表面清理干净,不得留有污渍,用 浆涂抹,待彻底晾干后在焊缝的背面抹上煤油。由于煤油所具有的张力作用,具有渗透细小缝隙的特性。如果紫铜止水片焊缝不紧密或者钢材内部有疏松、夹层、夹灰时,煤油将紫铜止水片渗漏到钢材或焊缝的另一面并在 上显出印渍。
自粘复合型止水带是一水平止水片(带)上或下50㎝范围内不宜设置水平成型后的止水紫铜片在安装时应避免扭曲变形或其他损坏.止水安装时
为准确的确定缺陷位置,避免印渍扩散,在涂上煤油后稍停片刻即进行观察,初出现印渍处为缺陷位置。为了保证煤油有足够的浸润渗透时间,以保证检测的过程持续在半小时以上不出现印渍叫为适宜。
3、焊接接头的力学性能测试方法
接头拉力试验不应该小于母材抗拉强度的80%,这个地方需要大家严格把控。
止水铜板各类特性
2021-10-19
?
镀锡防水紫铜板-导电性t2紫铜板特性
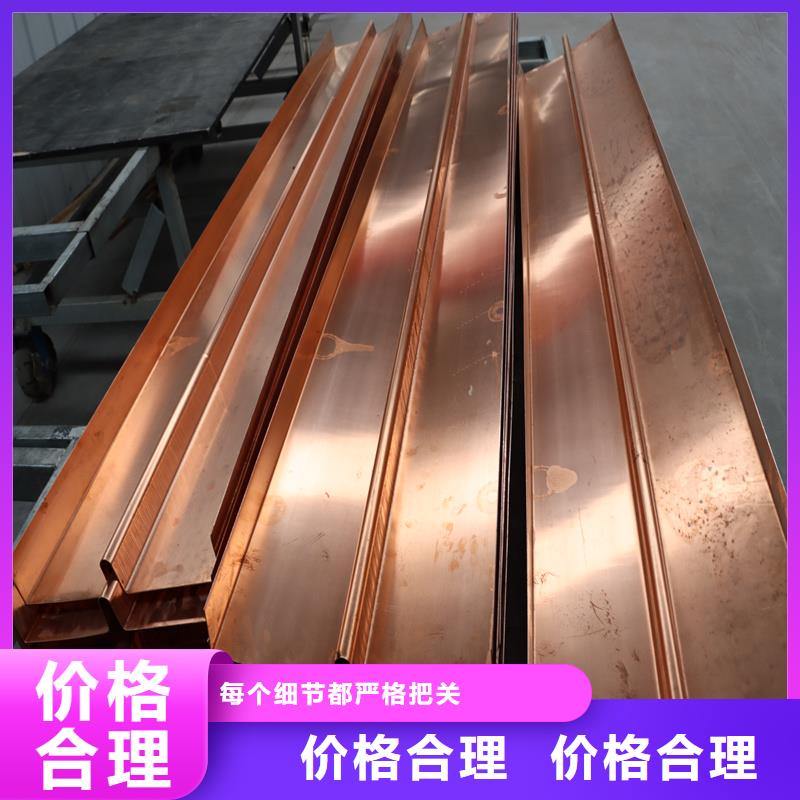
V型紫铜止水板遍布运用于各种水利建造中,为所有项目的防水层水.渗水层面发挥了非常大的功效。漯河铜止水而铜片止水原料以红铜生产加工而成,具有精致的拓宽.导电性.传热.耐腐蚀等功能和加工工艺功能.物理学功能.有机化学功能.机械设备功能.工业生产功能等,可随纯净度.溫度.生产方式 .金属材料结构.塑性形变水准等矛盾而更改。因此铜片止水可令人满意水利建筑的矛盾要求而获得遍布运用。
V型紫铜止水板详尽施工步骤:
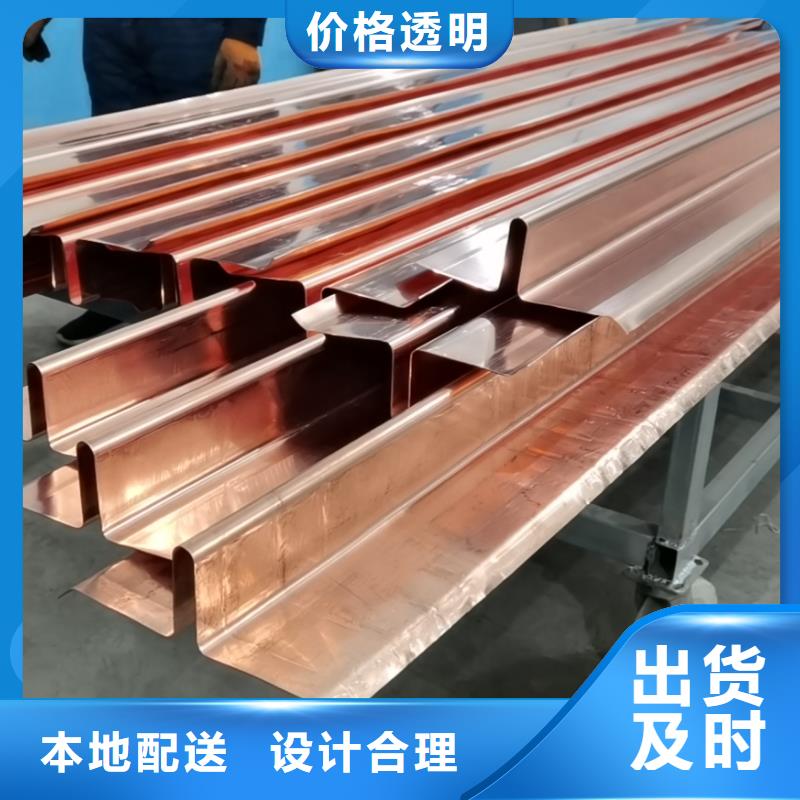
1.先将二根12#建筑钢筋垂直平分底版固定不动,将止水铜板放置二根建筑钢筋正中间,根据一根水准建筑钢筋透过止水铜板,并在程度建筑钢筋上边电焊焊接止水环,将止水环和止水铜板中间焊透对接。止水铜板总宽不小于400mm,分离埋进底版砼中200mm,该先浇砼应高过底版上表层200mm之上,铜钱薄厚不小于3mm,为铜钱工程施工时具备一定的弯曲刚度,好铜钱长方位两边50mm压边,约折30度边;
2.待止水铜板基本上到位,铜钱中间应尽量避免托词,铜钱中间的接头可选用钢筋搭接电焊焊接,钢筋搭接长短宜超过400mm,焊接须焊透。铜钱橡胶止水带和止水带较为,优势比不上止水带,一个明显的问题就是锈蚀,后期制作不便,因此尽量选用止水带工程施工;
3.设备方位难题,不论是水准铜钱橡胶止水带仍是纵向铜钱橡胶止水带,一定要使两翘斜面设备方位朝迎河面;
4.止水铜板一般全是设备在圈梁部位.有防潮需要的地下侧板墙分隔缝或沉降缝处,外露在外面时间长,要搞好防范解决,例如刷涂防腐漆等对策。
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与稳定,特别是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
漯河铜止水 止水铜片的基本性能要求 铜止水
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法
漯河铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。