








钢管喷漆清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊等,因此在防腐生产中只作为辅助手段。工具除锈主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。喷(抛)射除锈喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
酸洗钝化无缝钢管的酸洗钝化解决普遍地用于冷轧钢板材胚料即热轧钢板材的表层锌灰的除去,如热轧钢需开展磷化处理或涂层等表层处理生产加工前往除锌灰;电焊焊接管件在镀锌铁或开展其他热浸镀、电镀加工前外表预备处理;退火处理前的不锈钢板材如管件、铝型材、线缆等冷拉生产加工前表层处理;钢材零件加工开展电镀工艺、刷镀前防锈处理解决及其不锈钢板和特殊钢材生产过程中的相似解决。
酸洗钝化无缝钢管酸洗钝化的机械设备脱离功效:表层锌灰中除铁设备的各种各样金属氧化物以外,还掺杂着一部分的金属铁,并且锌灰又具备多孔结构,那样酸溶液就能通过锌灰的孔隙度和缝隙与锌灰里的铁或基材铁功效,并相对应造成很多的氡气。由这一部分氡气造成的扩张工作压力,就可以把锌灰从不锈钢板材表面上脱离出来。这类根据反映中造成氡气的扩张工作压力把锌灰脱离出来的效果,一般把它称为机械设备脱离功效。
酸洗钝化无缝钢管酸洗钝化的氧化作用:金属铁与酸效果时,先造成氢原子。一部分氢原子互相融合变成氢分子,促进锌灰的脱离。另一部分氢原子靠其有机化学活泼性及很弱的复原水平,将高价位化合物和高价位铝盐转变成可溶于酸溶液的廉价铁金属氧化物及廉价铝盐。钢管喷漆
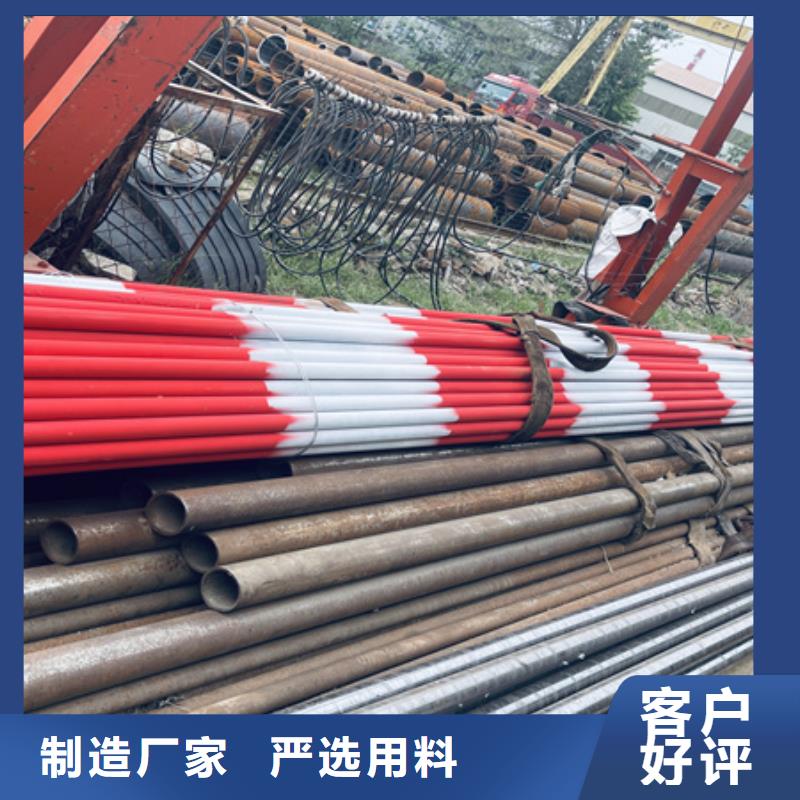
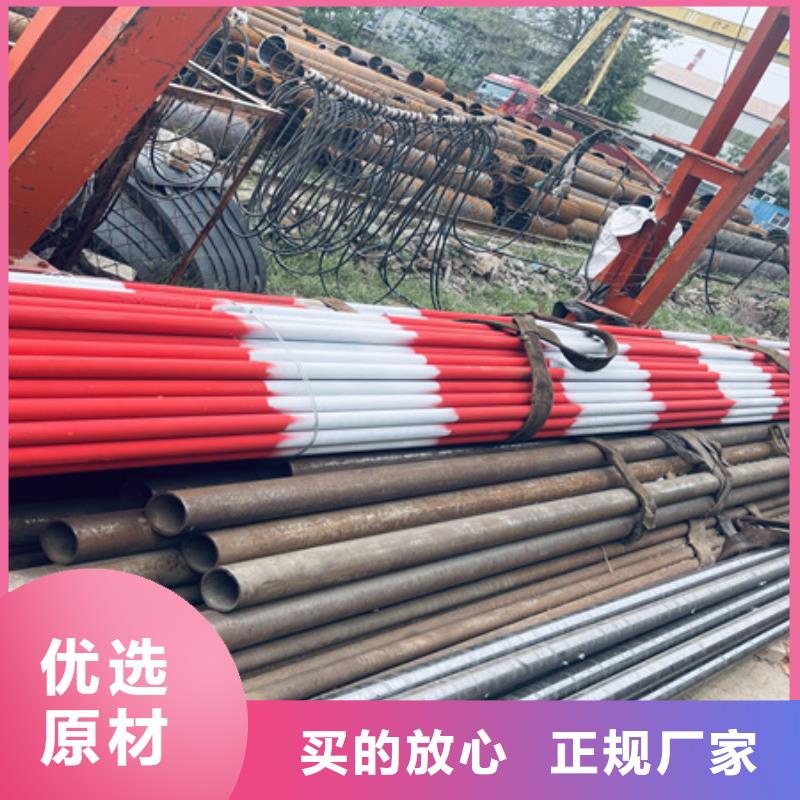
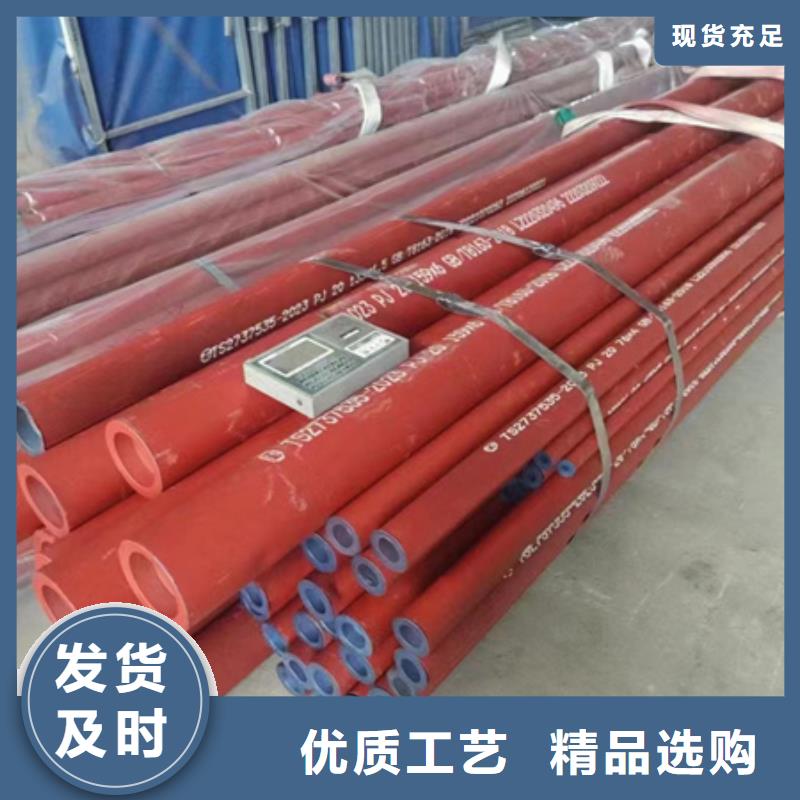
酸洗钢管货源充足 全国发货
酸洗钢管一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。
钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
酸洗钢管用途冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。钢管喷漆
钢管喷漆由于磁阻的变化,在焊缝表面或近表面的缺陷处产生漏磁场,形成一个小的磁极,磁粉会被小磁极吸引,缺陷处由于堆积较多的磁粉而被显示出来,形成肉眼可以看得到的缺陷图形。焊缝表面或近表缺陷由于其磁导率低而产生漏磁场。当漏磁场强度达到可以吸附磁粉的程度时,就可以观察到焊缝表面或近表缺陷。外加磁场强度大,形成的漏磁场强度也大,磁粉探伤的灵敏度也越高。用于制造机械结构、液压设备、汽车零件,钢筋套筒。精密管、精密无缝管特点精度高可做小批量生产。冷拔成品精度高,表面质量好。精密管产生脆的温度范围可分为低温回火脆和高温回火脆。钢管能更优越,金属比较密。精密管相关介绍与知识重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)精密管回火分高温回火、中温回火和低温回火三类精密管的标准:GB/T363GB/T8713DIN2391-HK15-2000炼钢生铁行情走势弱势持稳,市场资源成交低缓。据贸易商透露,目前钢厂方面对于炼钢生铁采购比较谨慎,加上天气影响,多数钢厂减少甚至停止对炼钢生铁的采购,导致炼钢生铁价格短期内上涨困难。以目前形势来看,铁厂资金压力目前未得到缓解,加上下游需求偏弱,大部分铁厂不愿意上调生铁价格,因此预计下周国内精密管价格以弱势持稳运行为主。铸造生铁运行稳中偏弱,成交较为清淡。
