




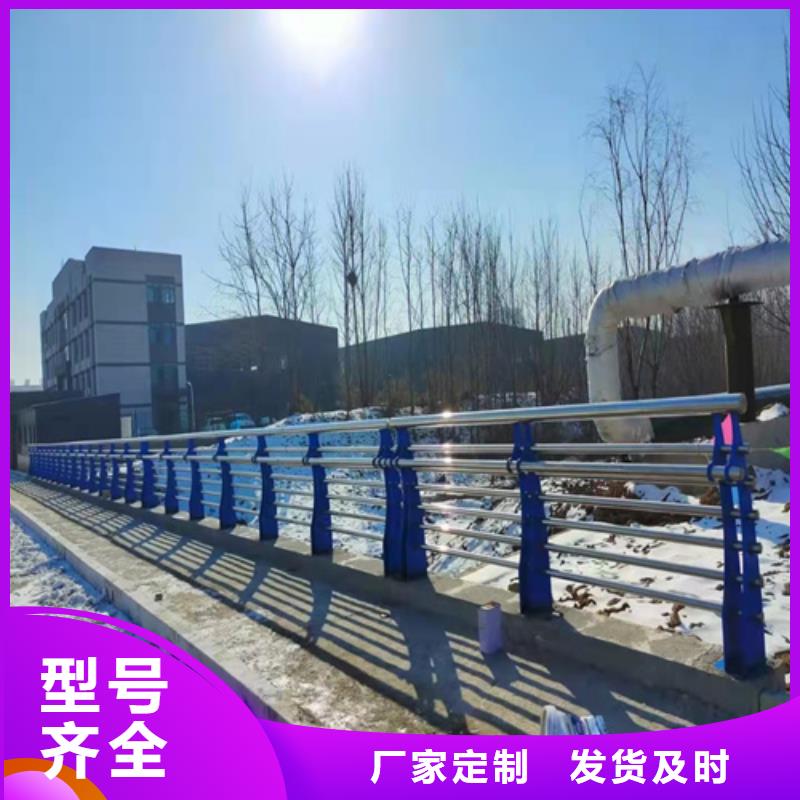
桥梁护栏具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能,设置,部位主要在桥侧、分隔带处、人车分界处;埋置方式主要有立柱直接,埋入、法兰盘连接、一体浇筑;,桥梁护栏的防撞等级有PL1、PL2、PL3,根据防撞等级提供的设计条件设计护栏。桥梁护栏的,栏杆和护栏虽然在本质上没有什,么区别,但是栏杆在设计的时候之考虑到了人依靠栏杆产生的力起到保护行。人,对车辆等其它外力没有考虑到内,桥梁护栏栏杆高度标准设计10m,一般。08~12m;按材料分;类。主要是等各种不锈钢护栏;不锈纲复合管护栏,喷塑碳钢管护栏 铝合金景观护栏等

 防撞桥梁护栏表面防腐加工:各用围栏产品、铁路、高速公路、桥梁、体育场、公园、生产车间等围栏设施,表面都会有一层防腐层。表面看上去很平滑,实际上是才用了冷镀锌、热镀锌、喷塑、热浸塑等防腐施工方式。方式不同,也就造成了围栏价格的高低,性能好些的围栏,都是经过特殊防腐,自然价格也会在同等产品之上。防撞护栏生产工艺成本:目前的防撞护栏行业中,很少有防撞护栏厂家能够做到生产工艺上的创新,没有足够的能力和资本去投入大量的资金来组建自己的研发团队给防撞护栏的生产工艺进行改进。
防撞桥梁护栏表面防腐加工:各用围栏产品、铁路、高速公路、桥梁、体育场、公园、生产车间等围栏设施,表面都会有一层防腐层。表面看上去很平滑,实际上是才用了冷镀锌、热镀锌、喷塑、热浸塑等防腐施工方式。方式不同,也就造成了围栏价格的高低,性能好些的围栏,都是经过特殊防腐,自然价格也会在同等产品之上。防撞护栏生产工艺成本:目前的防撞护栏行业中,很少有防撞护栏厂家能够做到生产工艺上的创新,没有足够的能力和资本去投入大量的资金来组建自己的研发团队给防撞护栏的生产工艺进行改进。

 内江河南防撞桥梁护栏-专注河南防撞桥梁护栏十多年
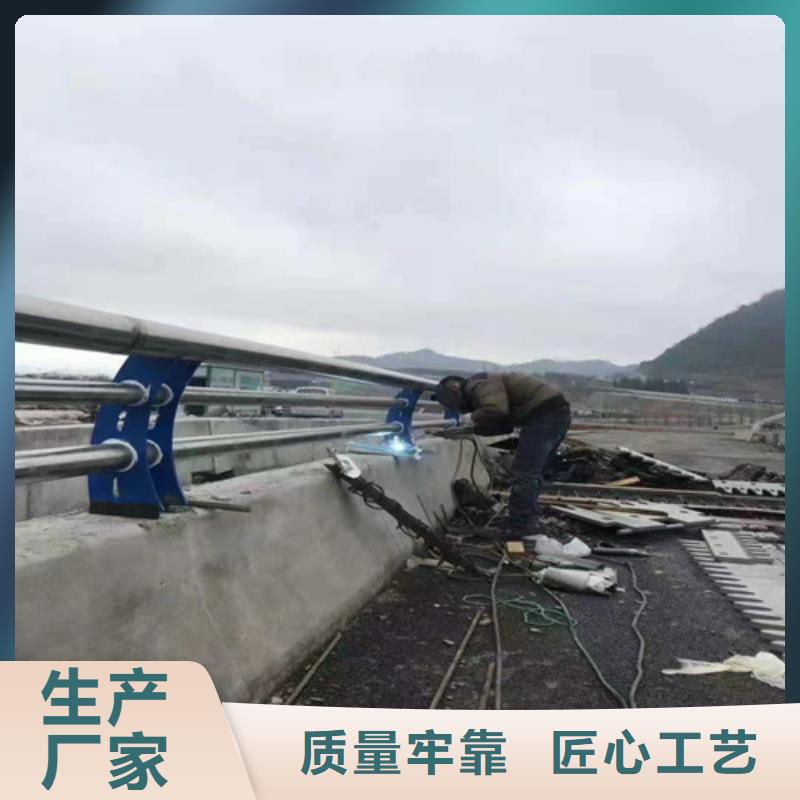
不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。
内江河南防撞桥梁护栏-专注河南防撞桥梁护栏十多年
不锈钢复合管桥梁护栏焊接工艺
先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。
1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。
2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。
3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。
4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。
5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。
6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。
