

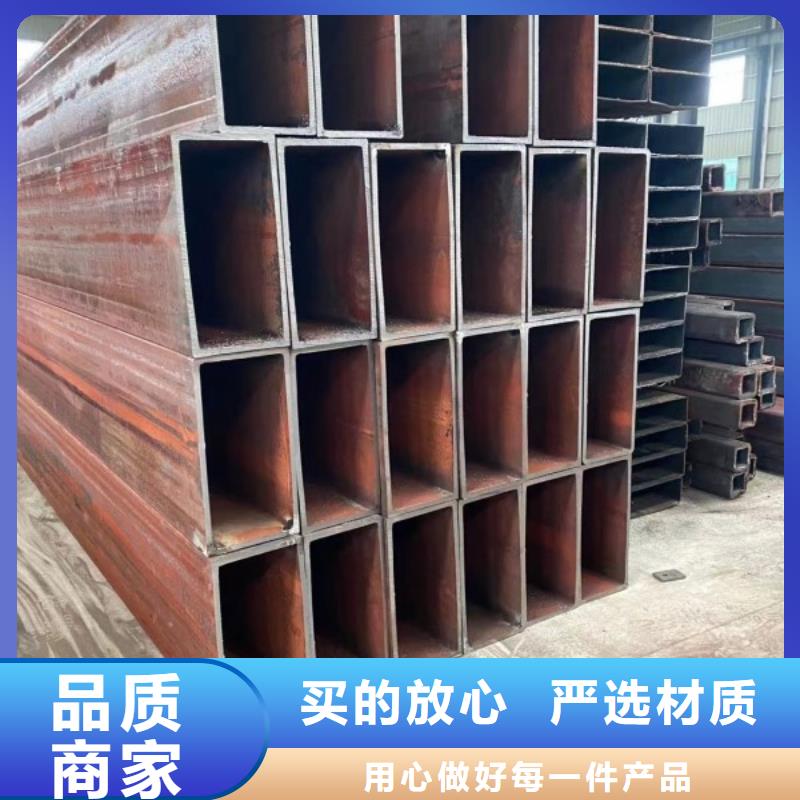




盘锦方矩管可执行的技术标准。一季度方管业低先强后弱,但整体尚可实现小幅盈利,但“金三银四”相继落空,以及五月份以来的持续低迷格局,镀锌方管行业将不再仅仅把原因放在需求疲软这个单一的因素上了。
1 GB/T3094-2000 中国 冷拔异型钢管
盘锦方矩管 2 GB/T6728-2002 中国 结构用冷弯空心型钢
3 ASTM A 500 美国 结构用碳素钢冷成型圆截面和异型截面焊接钢管和无缝管
4 JIS G 3466 日本 一般结构用角型钢管
5 DIN EN 10210 欧洲 非合金和细晶粒结构钢及热精加工结构空心型材
6 DIN EN 10219 欧洲 非合金和细晶粒结构钢及冷弯成型空心型材
7 JG 178-2005 建筑结构用冷弯矩形钢管
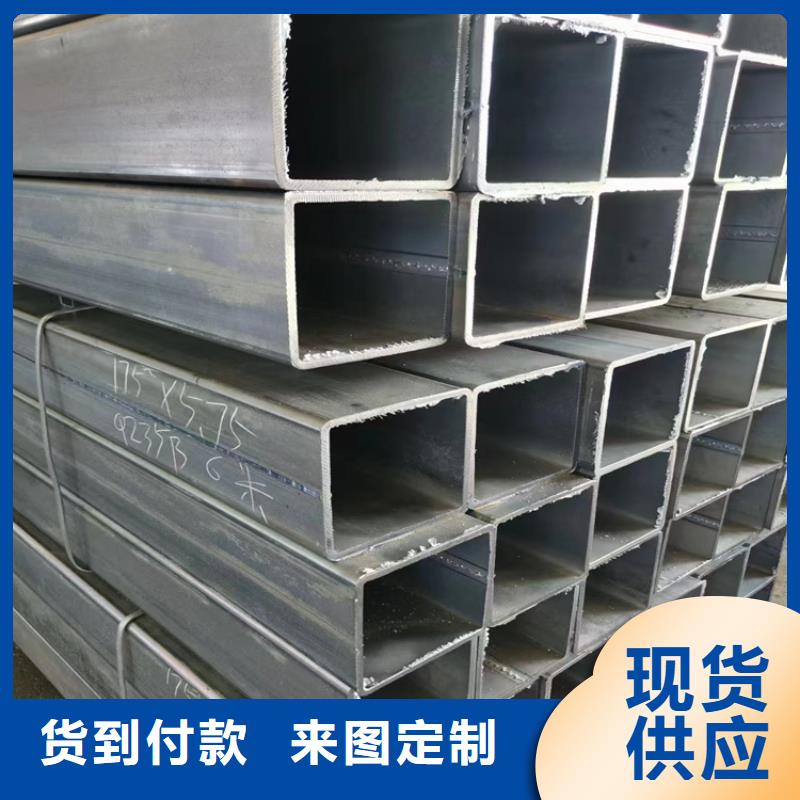
盘锦方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
盘锦方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
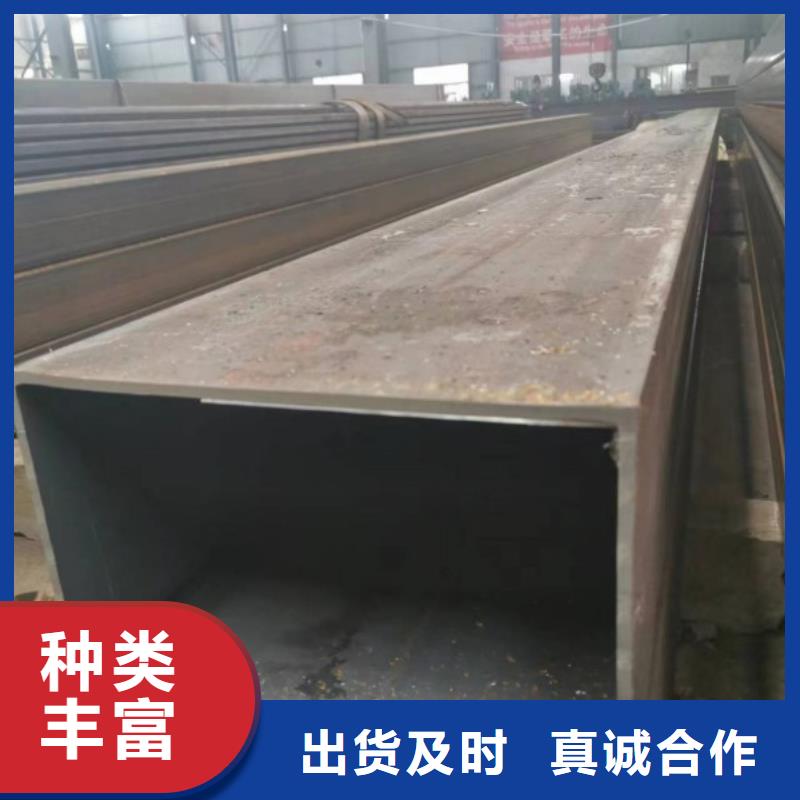
盘锦方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,盘锦方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
盘锦方矩管热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。
再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。q345b无缝钢管奥氏体不锈钢是非磁性钢,但经打压下冷加工后将具有轻度的磁性;而纯粹的铬钢和低合金钢都是强磁性钢。
盘锦方矩管通过测试钢管的磁性可以鉴别奥氏体铁素体不锈钢钢管与不锈钢钢管。 硝酸点试验:不锈钢钢管的一个明显特点是对浓硝酸和稀硝酸具有固有的耐蚀性。这种性能使其能很轻易地从大多数其他金属或合金中区分开来,盘锦方矩管高碳型420和440钢在进行硝酸点试验时则稍受腐蚀,有色金属碰到浓硝酸时立即会被腐蚀,而稀硝酸对碳钢具有强烈的腐蚀性。
