

【新品发布,视频先行!】钢板酸洗钝化无缝管支持定制批发产品,等你来探!
以下是:钢板酸洗钝化无缝管支持定制批发的图文介绍

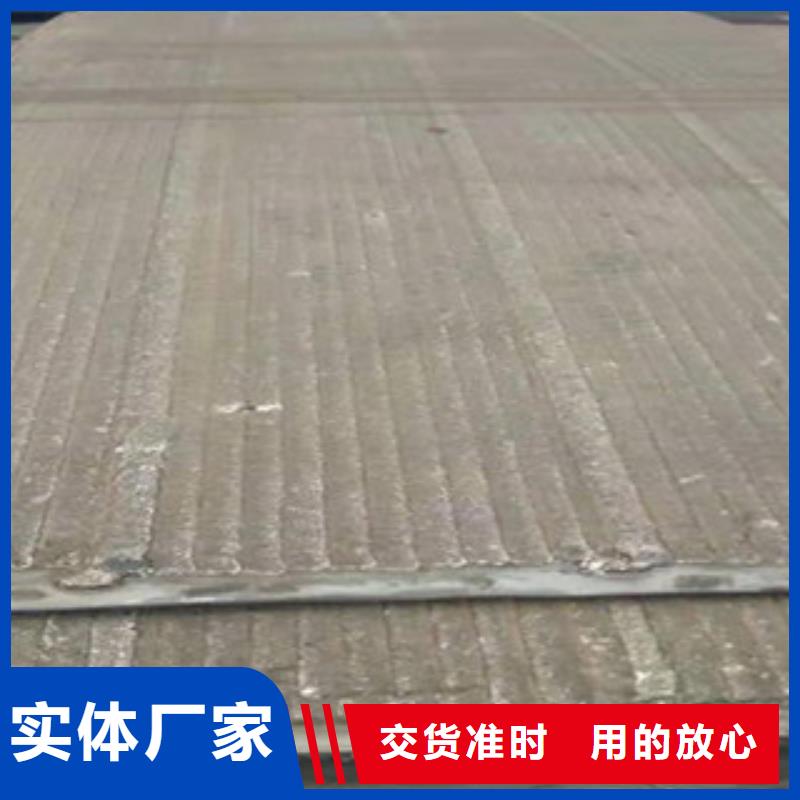
切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



鑫铭万通商贸(秦皇岛市分公司)是一家专业生产 石油裂化管的大型企业,座落在北辰区北辰大厦4-1012,公司拥有现代化的标准厂房。本公司专业生产经营 石油裂化管等产品。
公司与国内的大型厂家建立了良好的合作关系,十年的 石油裂化管生产销售经验让公司更加认识到产品质量的重要性,我们坚持把产品质量做为企业生存的重要因素,从产品生产、加工、物流等各个方面严格把关,保证了客户能够得到满意的产品。


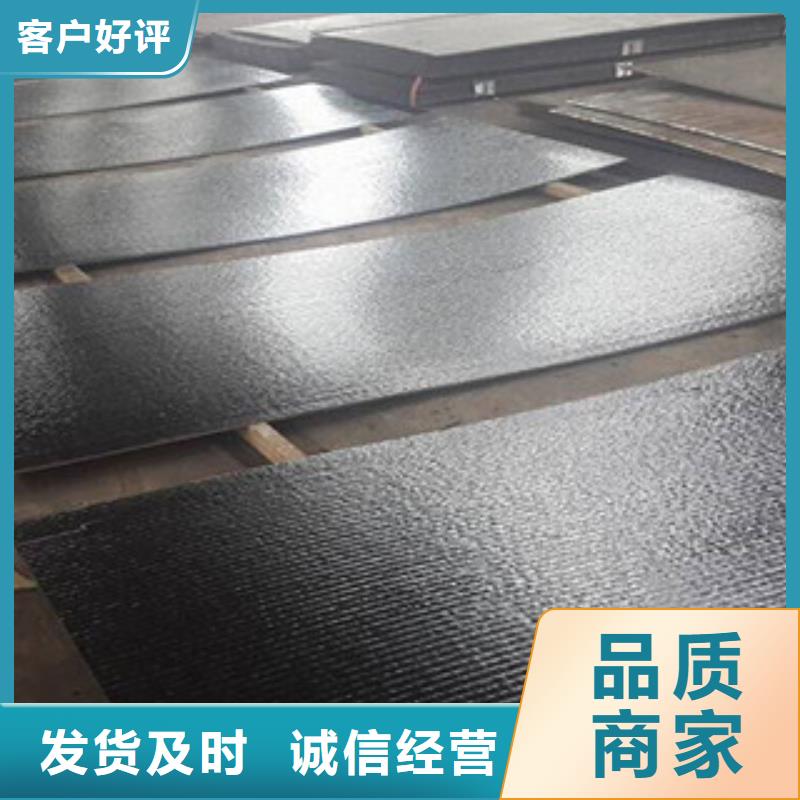
双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。


