



山南CR12MOV冷作模具钢价格实惠本地
产品介绍:

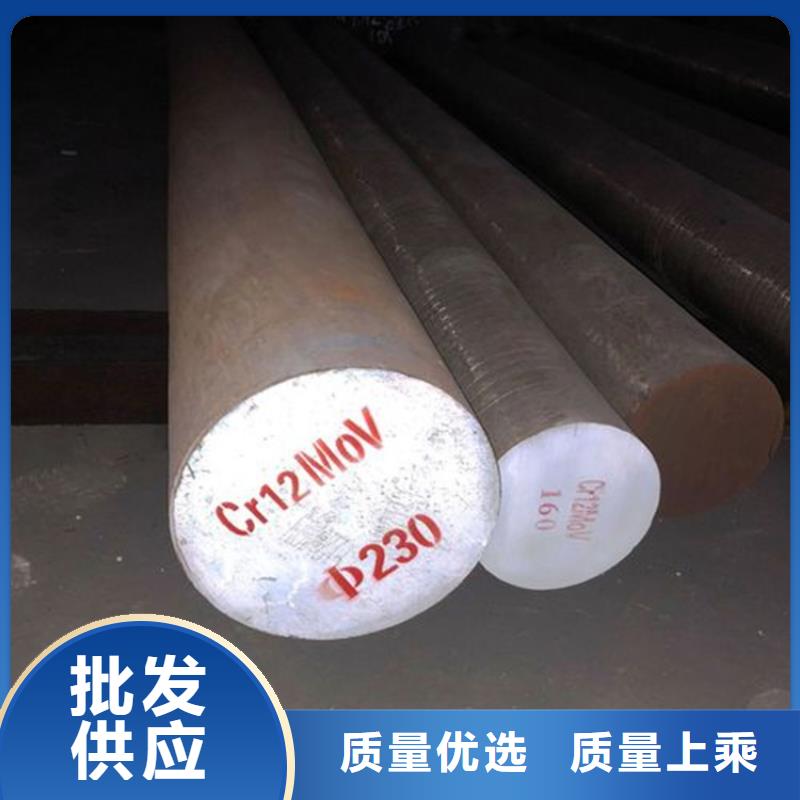
山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,冷轧板,精光板,淬火料,圆钢,薄板。山南CR12MOV模具钢是碳钼莱体钢,其碳含量比Crl2钢低,且添加加了钼、钒元素使钢的热加工性能、冲击韧度和碳化物分布都得到了明显改善,Cr12MoV模具钢比 Cr12模具钢含碳量低,新加入的合金元素改善了碳化物不均匀的现象,而且钼Mo元素能减轻碳化物偏析并提高淬透性,钒V元素能细化晶粒增加韧性,因此Cr12MoV模具钢具有很高的淬透性,截面在400毫米以下可以完全可以淬透,在300~400℃仍可保持良好的硬度和耐磨性。Cr12MoV模具钢比一般市场上的同级材料的韧性更好,淬火时体积变化的可能性也大大减小,所以,较高的耐磨性和良好的综合机械性能是Cr12MoV模具钢有别与其他品牌的特性,它更适合制造截面大、形状复杂、经受较大冲击的各种模具以及工作条件繁重下的各种冷冲工具,例如:冲孔凹模、切边模、滚边模、钢板深拉伸模、圆锯、标准工具和量具、螺纹滚模等。

山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,冷轧板,精光板,淬火料,圆钢,薄板。山南CR12MOV深冷处理: Cr12MoV钢经深冷处理,深冷处理可使淬火马氏体析出高度弥散的超微细碳化物,随后进行200°C低温回火后,这些超微细碳化物可转变为碳化物。未经深冷处理的马氏体,在低温周火后,仅在某些局部区域析出有少量的碳化物。Cr12MoV采用低温化学热处理方法,在保持Cr12MoV钢高硬度和高耐磨性的基础上离子渗氮、气体氮碳共渗、盐浴硫氰共渗三种常用的低温化学热处理渗层均有显著的抗冲击粘着作用,其中尤以盐浴硫氰共渗。
天强特殊钢(产品介绍):
山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,冷轧板,精光板,圆钢,薄板。山南CR12MOV钢板热处理规范热处理规范:1.淬火950~1000℃油冷;2.淬火1020℃200℃回火2h。普通淬火、回火规范:淬火温度1000~1050℃,淬油或淬气,硬度≥ 60HRC;回火温度160~180℃,回火时间2h,或回火温度325~375℃,回火次数2~3次。4、Cr12MoV钢板金相组织:细粒状珠光体+碳化物。5、Cr12MoV钢板交货状态:以退火状态交货。 Cr12MoV钢板化学成份:碳 C :1.45~1.70。硅 Si:≤0.40。锰 Mn:≤0.40。硫 S :≤0.030。磷 P :≤0.030。铬 Cr:11.00~12.50。镍 Ni:允许残余含量≤0.25铜 Cu:允许残余含量≤0.30钒 V :0.15~0.30钼 Mo:0.40~0.60 。
<山南>天强特殊钢有限公司
山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,冷轧板,精光板,圆钢,薄板。山南作为CR12MOV模具钢热处理工艺方法之一的二次硬化处理采用高温淬火高温回火,即1100℃左右加热淬火,500~520℃回火。经二次硬化处理,钢有较高的红硬性、耐磨性和回火稳定性,但强度和韧度会稍降低。一般淬火液选用淬火油或硝盐浴,采用单液淬火或双液分级淬火。淬火温度高,淬火后钢中有大量残留奥氏体,硬度比较低,但采用较高的温度(490~520℃)回火后,工件硬度也可以提高到60~62HRC,硬度的提高主要是由于残留奥氏体在回火过程中转变为马氏体。回火一般以3次为宜。更多详情请咨询天强特殊钢有限公司。
天强特殊钢(产品介绍):山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,精光板,圆钢,模具钢。山南CR12MOV淬灭温度会影响钢的MS和MF点。900℃,MS为400℃,MF为280℃℃淬火950℃,MS为℃时为1000℃时,MS为200℃,MF为-60°C;当淬火温度为1040°C时,MS为150°C,MF为-80°C;当淬火温度为1100°C时,MS为50°C,MF为-140°C。在双层淬火后,高度分散在组织中的特殊碳化物具有高度分散的碳化物,可实现高综合的机械性能并使用性能。为了确保热处理的质量并降低热处理的成本,应根据霉菌形状的复杂性选择热处理过程。弹道退火处理1100°C后,淬灭980°C的加热处理和240°C兑换,并且具有良好的韧性。在维持硬度的情况下,其影响增加了80%。发射的脆皮温度范围在325至375°C之间。将钢淬灭后,组织由马氏体和残留的octoba碳化物MC组成。工作的硬度达到60-62hrc将导致一部分残留OCTOBA的增加以及碳化物相含量的增加。可以改善小钛碳化物模具钢功率和耐磨性。
 天强特殊钢(产品介绍):
天强特殊钢(产品介绍):
山南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸山南钢材,冷轧板,精光板,淬火料,圆钢,薄板。山南CR12MOV该钢可用于制作材料厚度>3mm的冲裁模具复杂形状的凸模、凹模、镶块.制作凸模时建议硬度58~62HRC制作凹模时建议硬度60~64HRC。2.用于制作冲裁模具中要求?耐磨的凸模、凹模。制作凸模时建议硬度为胍60~62HRC制作凹模时建议硬度为62~64HRC。Crl2MoV加硬处理为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上想要了解更多材料与热处理技术请关注天强模具钢材。
