





石家庄方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
石家庄方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。
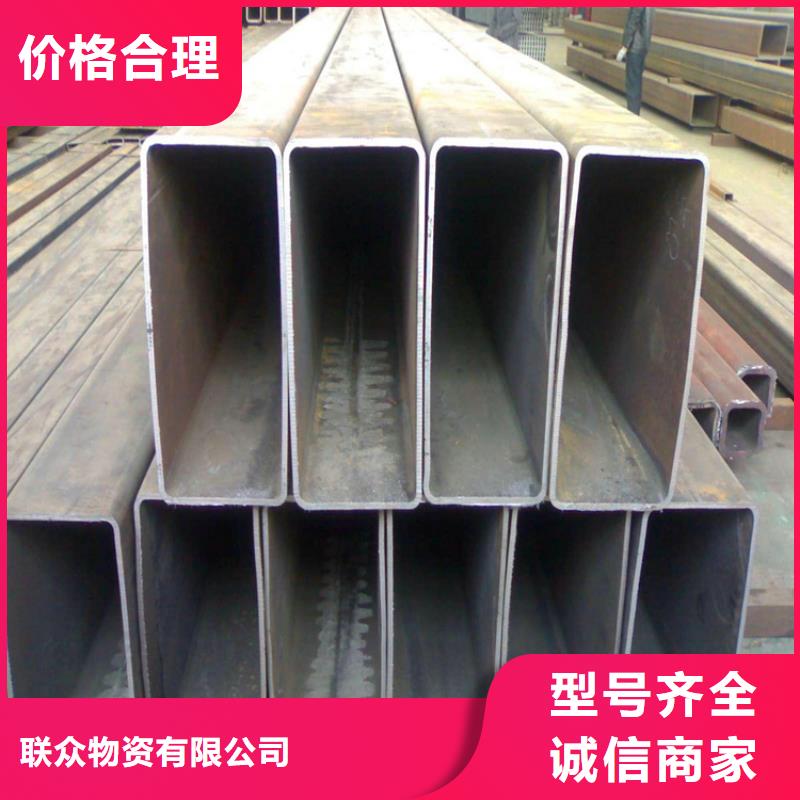
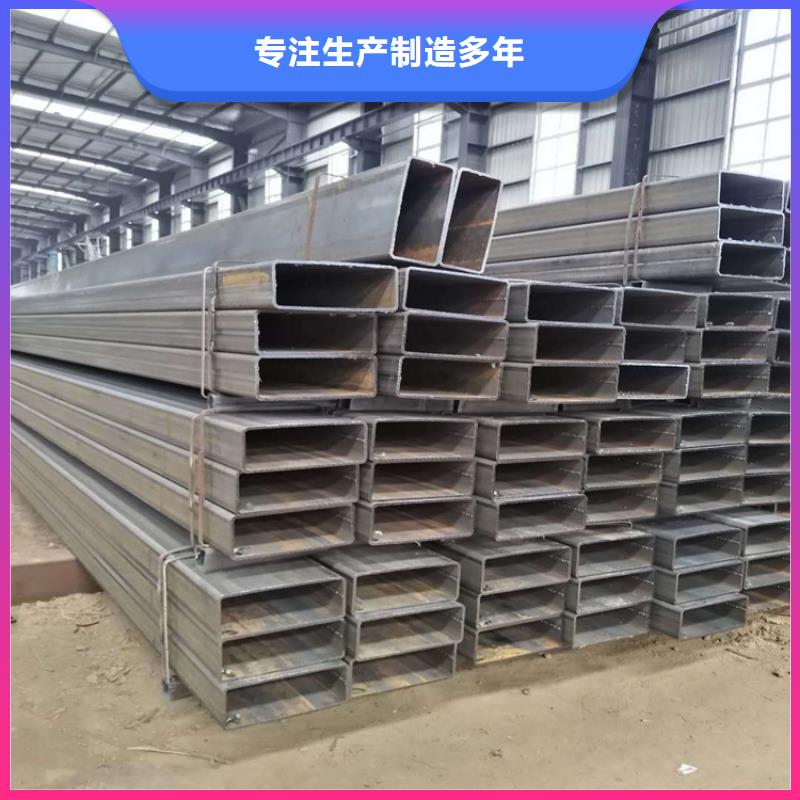
石家庄方矩管不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀液体。
3)大型型钢、钢轨、辱钢板、小口径焊管、锻件等可以露天堆放 。
4)中小型型钢、盘条、钢筋、中口径方管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但必须上苫下垫。
5)一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁方管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库。
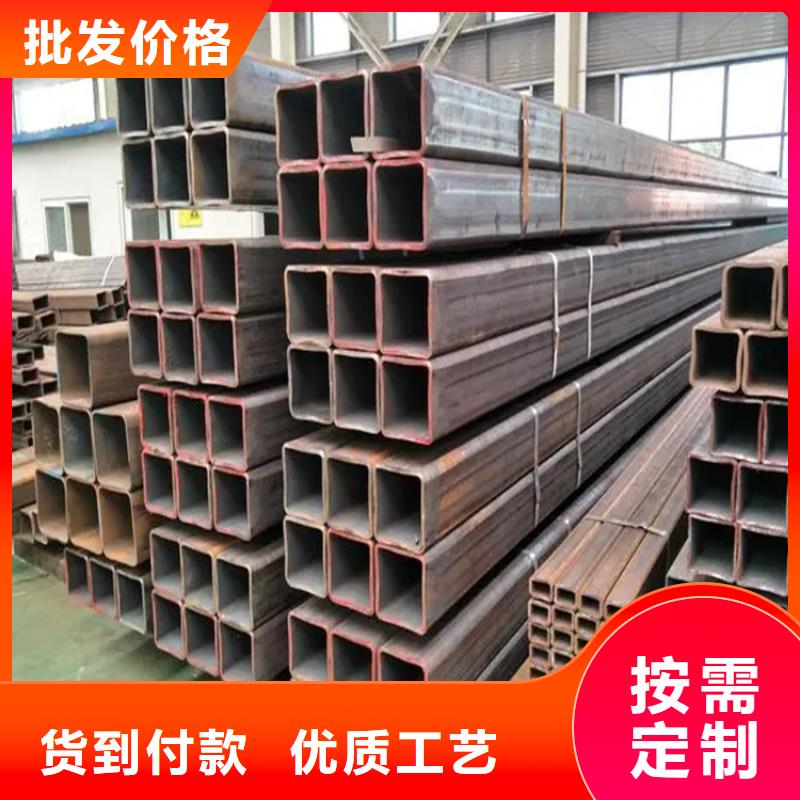
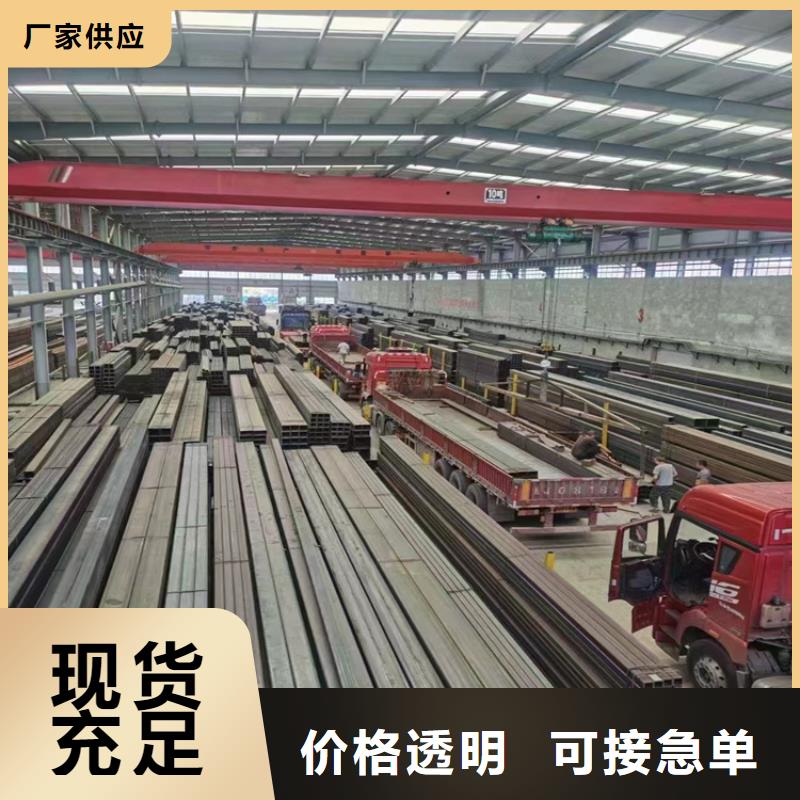
6)石家庄方矩管库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房。
7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。
石家庄方矩管实弯成型法
实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。,石家庄方矩管实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管空弯成型方法
石家庄方矩管空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。
石家庄方矩管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
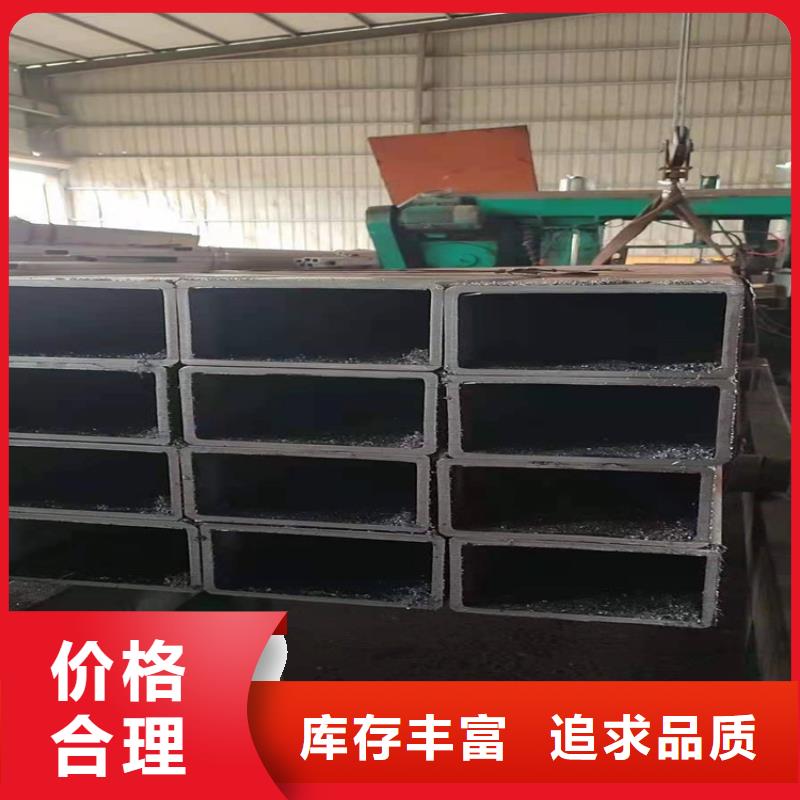
(9)采用空气等离子切割机将方管切成单根。
(10)石家庄方矩管切成单根方管后,每批方管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,方管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
