









如何缩短钝化无缝钢管的轧制周期?
以下分析:芯棒连轧管机的操作方式是钝化无缝钢管,芯棒被夹具夹紧。以低于废管的料盒速度前进,废管不会产生竹节缺陷,大大提高了废管的质量。同时,除了卷筒的速度在轧制过程中受到限制之外,卷筒被拉出空心管,并在空心管出版后返回到工作场所。
显然,由于卷筒在轧制线上的后退,这种操作模式延长了轧制周期。不需要单独设置剥棒器,只需要在轧管后设置剥棒器,使裸管从芯棒上脱落即可。棒材剥离机可以是三个两辊式或三个三辊式。这种轧管机轧制周期长,产量低。为了弥补这一不足,开发了一种新的在线芯棒连轧管机(芯棒在线循环)。
滚动芯棒的操作方法如下:芯棒被限制滚动后,不立即从管子中取出,而是停止;脱管器将管子从芯棒上取出后,持卡人立即松开芯棒,同时第二根芯棒和钝化无缝钢管的毛细管进入轧机的前台,松开的芯棒随着管子的支撑从井道穿过脱管器,缩短了轧制周期时间。钢管酸洗脱脂钝化
用酸洗钝化无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
拥有制造酸洗钝化无缝钢管的各类机械设备325台,其中各类冷轧管机118台,冷拔机21台,热处理炉13套。化学分析、金相、力学、腐蚀、液压、涡流和超生波探伤等检测试装备齐全。
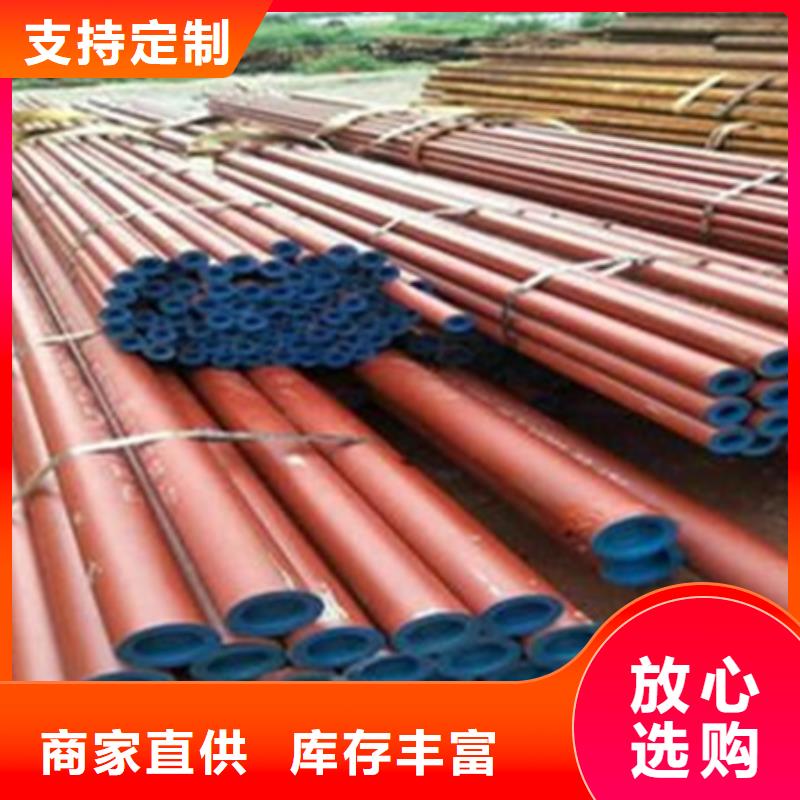
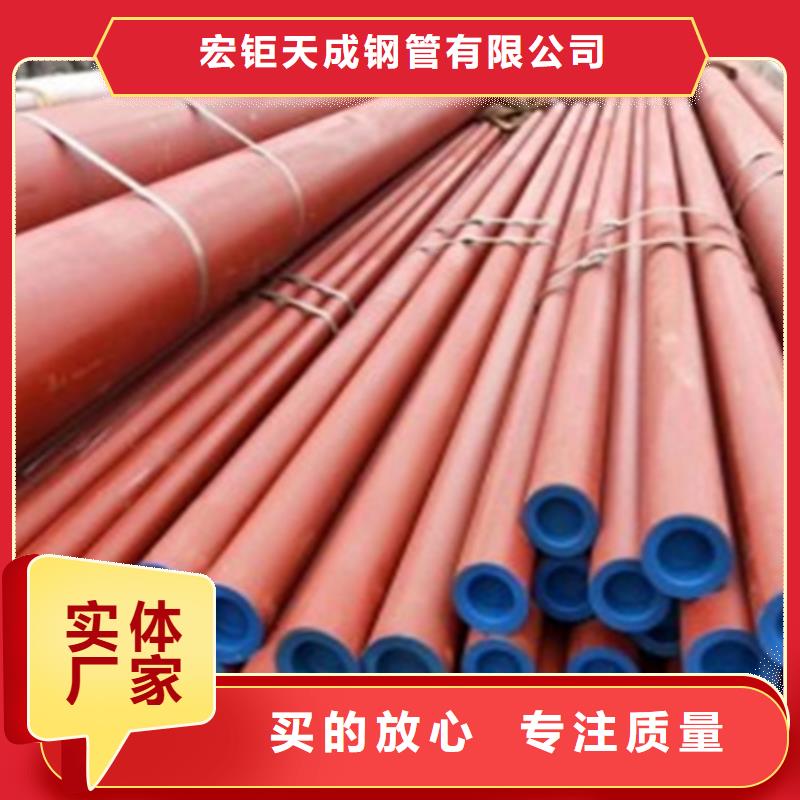
酸洗钝化无缝钢管是一种通过精拔或冷轧处理后的一种高精密的钢管材料。由于酸洗钝化无缝钢管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
酸洗钝化无缝钢管主要特点:
钢管内外壁、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,酸洗钝化无缝钢管厂家能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。
钢管酸洗脱脂钝化

酸洗钝化钢管现货 除锈正规厂家
酸洗钝化钢管的用法:可根据无缝钢管的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;一般常温或加热到50~60度后使用,侵泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,再用碱水或石灰水冲洗中和。
酸洗磷化钢管技术:磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,酸洗钝化管,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。山东翔铭酸洗磷化无缝钢管厂家表面处理加工。
酸洗钝化工艺原理:无缝钢管的抗腐蚀性能主要由于表面覆盖着一层极薄的致密的钝化膜,主要是使铁与铁的氧化物比铬与铬的氧化物优先溶解,去掉了贫铬层,造成铬在不锈钢表面富集。无缝钢管酸洗钝化技术多种多样,企业根据不同的产品类型及现场操作条件采取不同的方法。钢管酸洗脱脂钝化
45#酸洗钢管厂价供应钢管进行酸洗是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸和混合酸等。酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且钢管在制造过程中,经过多道工序后,如果稍微不注意,都会在钢管表面留下伤痕,使零部件抗腐性能降低,直接影响使用寿命。酸洗钢管抗压强度比15号钢稍高,非常少热处理,无淬火延性。冷形变塑性变形高、一般供弯折、注塑、弯边和锤拱等生产加工,电弧焊接和触碰焊的电焊焊接特性好,气割时薄厚小,外观设计规定严苛或样子繁杂的制品上易产生裂痕。钻削工艺性能冷拉或淬火情况较淬火情况好、一般用以生产制造承受力并不大而延展性规定高的酸洗钢管以不热处理工艺或热处理工艺(淬火、淬火或高溫淬火)情况供货。规定热处理工艺情况供货的应在合同书中标明,未标明者按不热处理工艺供货。钢管酸洗脱脂钝化
