





锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。系统的模拟输入输出模块,使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。
拆下冒油的那个单向阀,发现多装了一个直径mm的小钢球。去掉小钢球后,清洗油缸重新装好,开动弓锯锯切,一切正常。锯床是较简单的机床,用户不会要求自己的锯床具有加工中心的功能。计算机控制的锯床不只为用户了锯削的效率和质量,更重要的是计算机的网络功能,会使锯削与CIMS的其余环节联系更紧密,更方便。锯床安装和试机前的工作一锯床上的液压油应加足,和转动部位抹上一层机油。二带锯床装上锯带,调节涨紧装置转动锯架左侧手柄使锯带涨紧达到程度,同时调节好行程开关触头刚好碰到挡铁,处于开启状态。


GZ4220数控锯床特点
1. 设备采用双立柱结构,整机结构合理,性能稳定。
2. 设备自动化程度高,采用数字光栅尺的送料控制系统,实现送料高精度。是大批量下料的理想设备。
3. 采用触摸屏PLC控制系统,设定锯切全过程的自动程序(自动定尺送料-自动夹紧-自动锯切),可预计5组锯切工艺参数,使操作更加智能化。
4. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定。
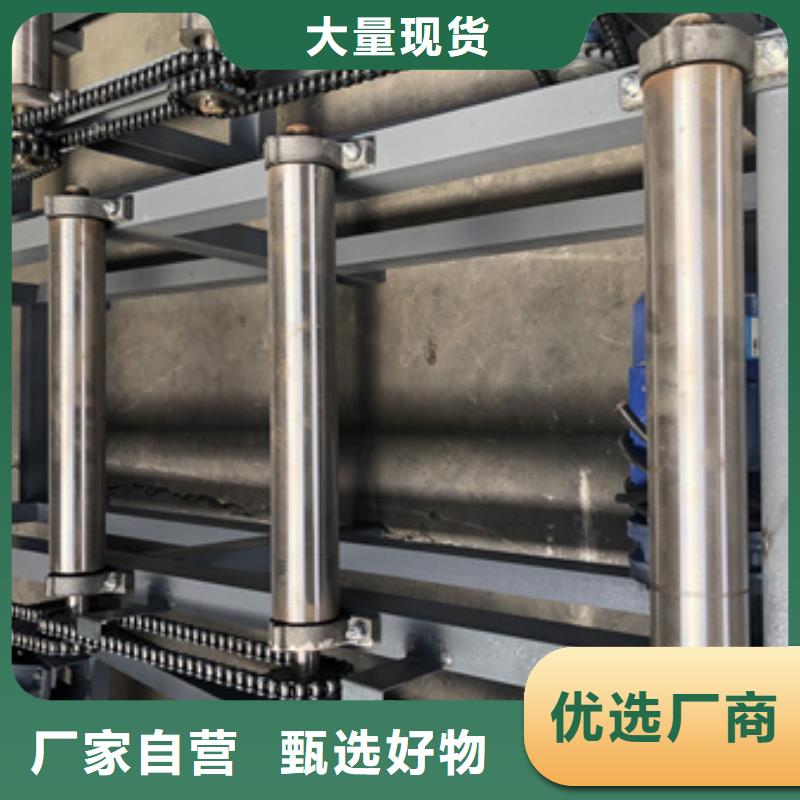
5. 采用液压双油缸的夹紧方式。
6. 根据加工需求,可定做锯带液压张紧及变频无极调速。
7. 采用行程开关控制,液压自动送料功能。
8. 设备带有断锯条保护功能,在锯条断开的时候机床自动停机。
苏州型材切割锯床合格才发货。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
 jmc
jmc
8、带锯线速度(m/min): 皮带轮三档调速
9、送料架 规格: 2个电动送料架2000mmX650mm,付架1个
10、锯切进刀液压: 0~280mm/min
11、锯带胀紧油缸压力: 自动2-3N.M
12、锯断片等厚允差: ±0.01mm/100mm
13、外形尺寸: 3600*2600*2400
14、重量: 4.6T
GY4260售后 服务比销售更重要:
1、 我公司设有一批由高、中级机电技术人员组成的技术精湛的专业售后服务部门,使用户在保修中和以后的维修中能得到可靠及时的维修和技术支持。
2、免费提供机床操作手册,电器原理图,系统操作手册,系统维修手册。
3、免费进行机床的首次安装和调试。

