











四、不要把自己的技术揣在怀里,要敢于拿出来,不管别人说什么。这一点我做的很不错,只要有人想学,我会毫无保留地拿出来。我不会怕学生超过我,我反道希望他们比我更好。这们你会得到尊重。有一点你要记住,你能学,其它人也能学,只要他比你更能学的话,他早晚会超过你的,那时他会不会把你当师傅就不好说了。
如果你能把你的技术传授给你的学生们他们会一直拿你当师傅看。长江后浪推前浪的,谁也左右不了什么,社会要进步,后者一定会超过前者。这不是谁能左右的。

金属成品的三大制作要素是:下料、焊接、验收,其中“下料”是合格产品的重要保障,也是成品加工中重要的一环。它能直接影响到产品的质量也直接影响着下一程序的能否进行,所以我校为了更好地履行职业技术学校“学以至用”的办学宗旨,特别设置了管工专业,它包括:1、识图、2、放样、3下料、4校对、5分割、6矫正、7组装等重要步骤。通过大量的理论结合实物操作,把焊接前相关的工序全部熟练地理解、掌握和应用。
槽钢的对接与插接图样展开
工字钢的对接与插接图样展开
三通的制作
不同角度弯头的制作
天圆地方的制作工艺
同位异经管的对接工艺

焊件不需要預熱.焊前在試板上試焊,當確認無氣孔後再進行正式焊接。采用高頻引弧,起弧點應越過中央線20mm左右,並停留不動約2-3秒,見圖1。然後在保證焊透的情況下,采用大電流、快速焊。焊絲不擺動,焊絲端部不應離開氬氣保護區。如離開氬氣保護區.焊絲端部應剪掉。焊絲與焊縫表面的夾角宜在15O右。焊槍與焊縫表面的夾角宜保持在80O~90O之間,如圖2。為增大氬氣保護區和增強保護效果,可采用大直徑焊槍瓷嘴,加大焊槍氬氣流量。當噴嘴上有顯著阻礙氬氣氣流暢通流暢的飛濺物附著時。必需將飛濺物或更換噴嘴。當鎢極端部泛起污染,外形不規則等現象時.必需修整或更換。鎢極不宜伸出噴嘴外。焊接溫度的控制主要是焊接速度和焊接電流大小的控制。
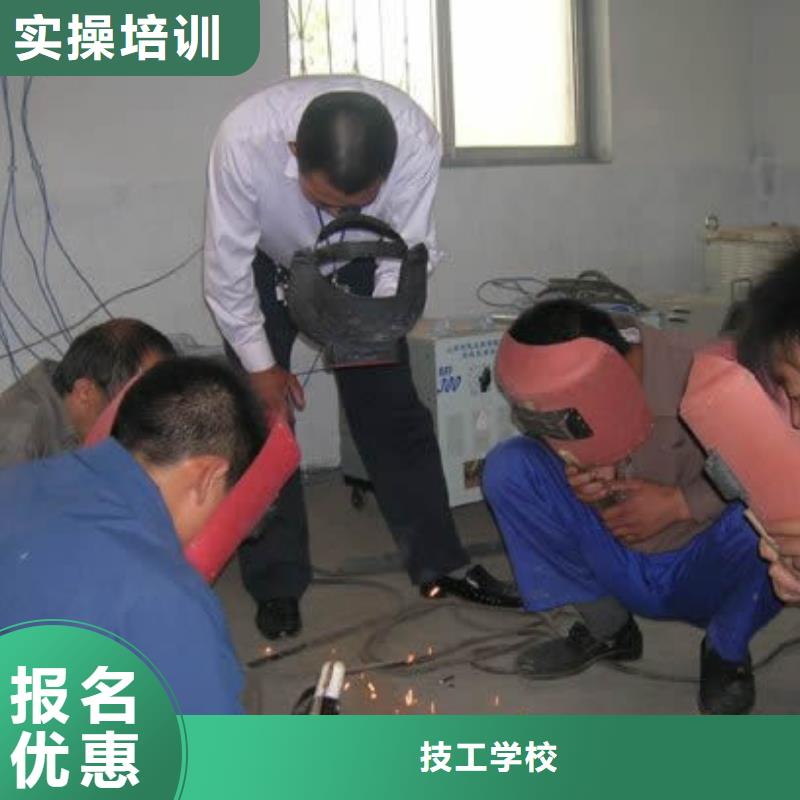
我校是河北省人力资源和社会保障厅领导的正规学校,是培养焊接人才的专业学校。以创建焊接教育 品牌为发展目标、引导焊接教育进入正规化、规模化、专业化轨道。以“诚可靠、教育为民、服务社会”为宗旨,培养一专多能的复合型技能人才。多年的探索和积累,创出了一条具有虎振特色的职教之路。先进的设备,的师资,成为高质量教学的有力保障。
具有多年工作经验的高级技师和专家亲自授课,学校实行以实践为主的教学方法,理论实践相结合,材料敞开用,以劳动局规定的教学大纲严格执教。达不到我校技术标准的决不让离校。毕业生良好的素质和技术得到社会各界的认同,每个人都能独立操作,独当一面,毕业生供不应求。

