


2023质优价廉#铜陵富士钨钢F10超微粒硬质合金制造商#来图定制
 本公司产品介绍:
本公司产品介绍:

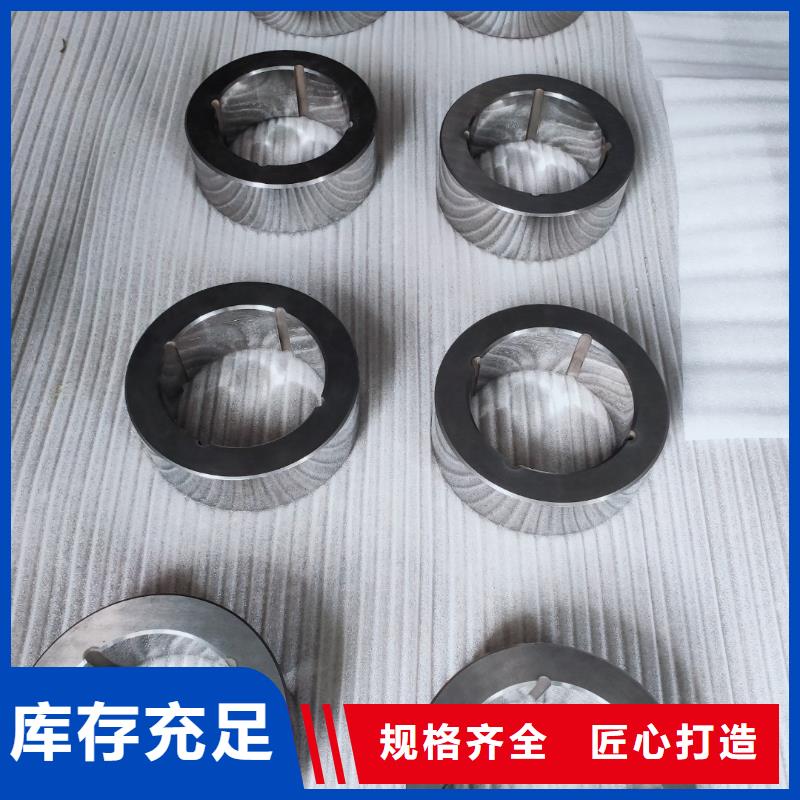
铜陵天强特殊钢有限公司专营各种铜陵钢材,圆棒,铜陵模具钢,钨钢,不锈钢,冷扎板等,量大优惠。钨钢与钢钎焊的钎料根据熔点和钎焊温度分为高温钎料、常温钎料和低温钎料三大类。钎焊温度在1000℃以上的钎料称为高温钎料,如紫铜和106钎料等;中温钎料的钎焊温度在850~1000℃之间,如H62、H68黄铜钎料等;低温钎料是指钎焊温度在650~850℃之间,如B-Ag-1和L-Ag-49等含银钎料。钨钢工具的钎焊工艺是否正确对焊接质量有至关重要的作用。加热速度对焊接质量有明显的影响。快速加热会使钨钢片产生裂纹和温度不均;但加热过慢,又会引起表面氧化,使接头强度降低。
铜陵天强特殊钢有限公司专营各种铜陵钢材,圆棒,铜陵模具钢,钨钢,不锈钢,冷扎板等,量大优惠。钨钢发生脱焊的原因:① 钨钢的钎焊面在焊前未经过砂或磨光处理,钎焊面上的氧化层降低了钎料的润湿作用,削弱了焊缝的结合强度。② 钎剂选择和使用不当也会发生脱焊,例如采用硼砂作为钎剂时,因生硼砂含水分较多而不能有效地起到脱氧作用,结果钎料不能很好地润湿被钎焊面,而发生脱焊现象。③ 正确的钎焊温度应在钎料熔点以上30~50℃时为合适,温度过高或过低都会发生脱焊。加温过高会使焊缝中产生氧化现象。用含锌的钎料会使焊缝呈蓝色或白色。当钎焊温度过低时,会形成比较厚的焊缝,焊缝内部布满了气孔和夹渣。以上两种情况会使焊缝的强度下降,当刃磨或使用时容易发生脱焊。④ 钎焊过程中没有及时地排渣或排渣不充分,使大量的钎剂熔渣残留在焊缝中,降低了焊缝的强度,造成脱焊。

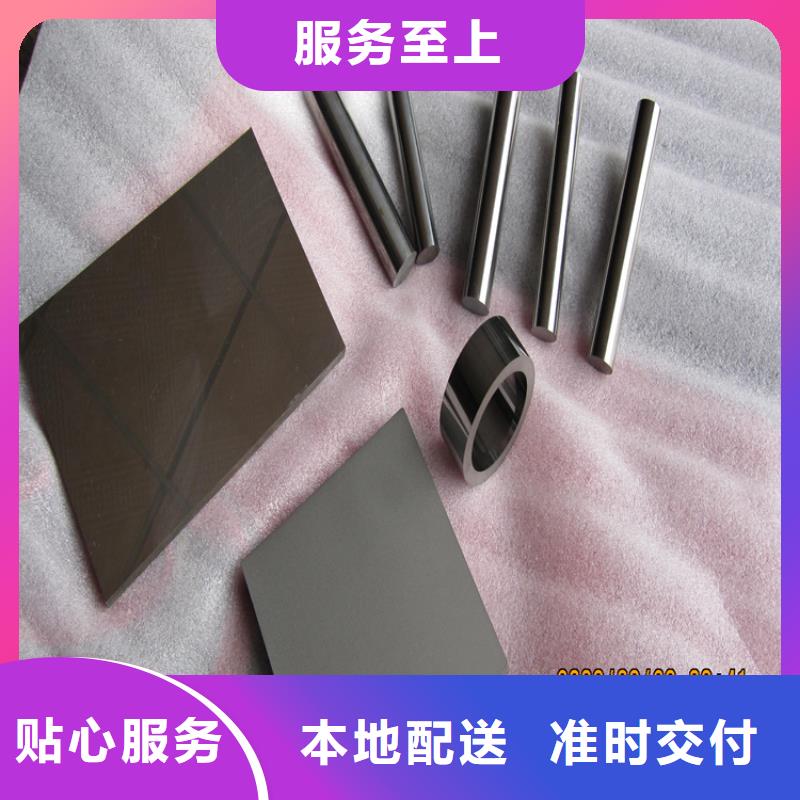
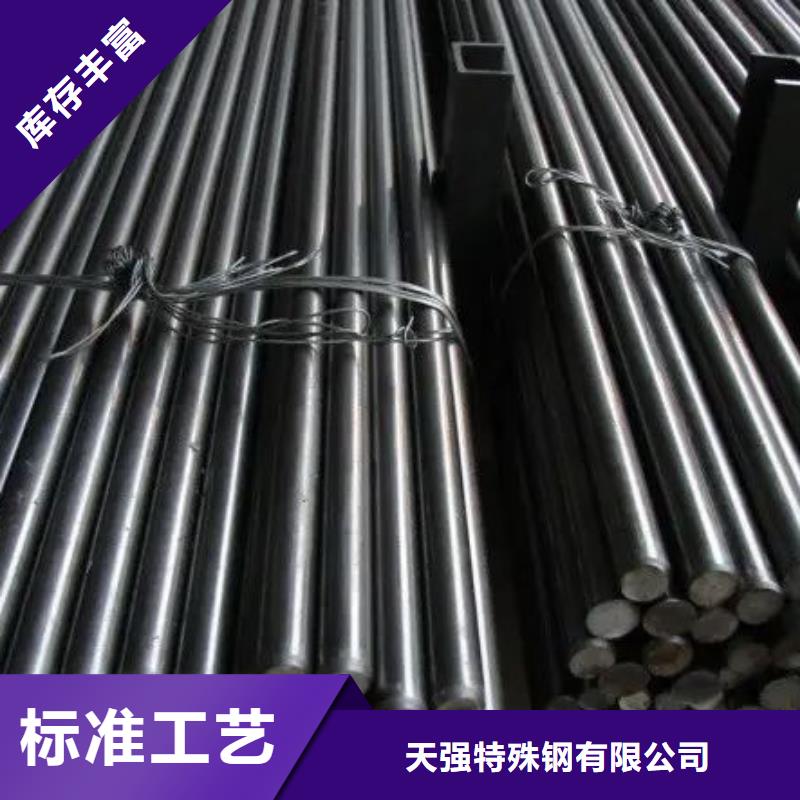
铜陵天强特殊钢有限公司专营各种钢材,铜陵圆棒,模具钢,铜陵钨钢,不锈钢,冷扎板等,量大优惠。钨钢的分类:①钨钴类硬质合金:主要成分是碳化钨(WC)和粘结剂钴(Co)。其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。②钨钛钴类硬质合金:主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。例如,YT15,表示平均TiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。③钨钛钽(铌)类硬质合金:主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或 硬质合金。其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1。钨钢具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作材料,如车刀、铣刀、钻头、镗刀等。新型硬质合金的切削速度等于碳素钢的数百倍。
 东莞市天强特殊钢有限公司在品质控制方面已建立一套严谨的品质控制及体系,各个环节均能很好地控制和产品质量。每当钢材到货时,IQC都必须进行严格的探伤、硬度检测,并取样做成份分析、金相化验、抛光试验、韧性冲击等各项测试,以确保来料品质均能达标。在生产过程中,各工序操作人员均要求进行严格的自检、互检,同时,IPQC也不断地在现场进行抽检,发现问题及时处理。在出货时,QC再次进行严格的探伤、硬度、尺寸检测,确保产品在出货时,均能符合客户要求。
东莞市天强特殊钢有限公司在品质控制方面已建立一套严谨的品质控制及体系,各个环节均能很好地控制和产品质量。每当钢材到货时,IQC都必须进行严格的探伤、硬度检测,并取样做成份分析、金相化验、抛光试验、韧性冲击等各项测试,以确保来料品质均能达标。在生产过程中,各工序操作人员均要求进行严格的自检、互检,同时,IPQC也不断地在现场进行抽检,发现问题及时处理。在出货时,QC再次进行严格的探伤、硬度、尺寸检测,确保产品在出货时,均能符合客户要求。

铜陵天强特殊钢有限公司专营各种钢材,圆棒,铜陵模具钢,钨钢,冷扎板,不锈钢,铜陵透气钢等,量大优惠。钨钢属于硬质合金,又称之为钨钛合金。硬度可以达到89~95HRA,正因如此,钨钢的产品(常见的有钨钢手表),具有不易被磨损,坚硬不怕退火,但质脆的特性。硬质合金中主要成分为碳化钨和钴,其占所有成分的99%,1%为其他金属,所以也被称作钨钢。常用于高精度机械加工、高精度刀具材料、车床、冲击钻钻头、玻璃刀刀头、瓷砖割刀之上,坚硬不怕退火,但质脆。属于稀有金属之列。钨钢(硬质合金)还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。
 东莞市天强特殊钢有限公司通过全体员工的努力拼博,在短短几年时间内,已取得了不菲的业绩,赢得了众多客户的信赖与支持。为了更好地满足深圳、东莞周边一带客户的需求,同时也为了解决材料厂高速发展的需要。公司秉着“模具工业水准,树立行业典范,创"东莞市天强特殊钢特钢”品牌为企业发展宗旨,向客户提供完美的产品、优质的服务,力争为客户创造价值,成为模具材料用户的 合作伙伴!
东莞市天强特殊钢有限公司通过全体员工的努力拼博,在短短几年时间内,已取得了不菲的业绩,赢得了众多客户的信赖与支持。为了更好地满足深圳、东莞周边一带客户的需求,同时也为了解决材料厂高速发展的需要。公司秉着“模具工业水准,树立行业典范,创"东莞市天强特殊钢特钢”品牌为企业发展宗旨,向客户提供完美的产品、优质的服务,力争为客户创造价值,成为模具材料用户的 合作伙伴!

铜陵天强特殊钢有限公司专营各种钢材,圆棒,模具钢,铜陵钨钢,不锈钢,冷扎板等,量大优惠。铜陵钨钢铣刀在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。钨钢铣刀在进行顺铣(也称为同向铣削)时,工件的进给方向与切削区域的钨钢铣刀旋转方向相同。切屑厚度从一开始就会逐渐减少,直至在进行周边铣时切口的末端为零而止;在进行逆铣(也称为反向铣削)时,工件的进给方向与切削区域的铣刀旋转方向刚好相反。切屑厚度开始为零,然后随着切削过程逐渐增加。钨钢铣刀在进行逆铣时,钨钢铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动钨钢铣刀和工件彼此远离。钨钢铣刀刀片被强行推入切口后,通常会与由正在切削的刀片所导致的加工淬硬表面接触,同时在摩擦力和高温的作用下产生摩擦和抛光效果。切削力也更容易将工件从工作台上举起。
